











 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
Permalink
Introduction
Las aguas residuales provenientes de la industria láctea están constituidas en su mayoría por diferentes diluciones de leche entera, leche tratada, mantequilla y suero de derrames obligados o accidentales (Nemerow & Dasgupta, 1998).
El proceso de lodos activados ha sido utilizado para el tratamiento de aguas residuales tanto industriales como urbanas desde hace aproximadamente un siglo. Su desarrollo inició en 1913 y 1914, con los estudios de Edward Arden y William T. Lockett, quienes probaron que una alta concentración de bacterias aeróbicas redujo el tiempo de tratamiento de aguas residuales (Arora & Reichenberger, 2015).
Las bacterias constituyen el grupo más importante de microorganismos, en el proceso de lodos activados, por su función en la estabilización del material orgánico y en la formación del floc de lodo activo (Romero, 2004).
El tratamiento por lodos activados consiste principalmente de la aireación a la que se somete cualquier agua residual, durante un periodo de tiempo, con ello se logra reducir el contenido de materia orgánica (Ramalho, 1983). Según Varila y Díaz (2008), el papel del oxígeno es primordial en el tratamiento biológico de aguas residuales. La ausencia o presencia de oxígeno condiciona el tipo de microorganismos que posibilitan la degradación y eliminación de materia orgánica.
Los lodos activados como tratamientos biológicos para la depuración de aguas residuales han probado ser eficientes ya que la acción de los microorganismos presentes en el agua es la de metabolizar la materia orgánica hasta transformarla en materia suspendida en tejido celular nuevo y diferentes gases. Este proceso también es conocido como transferencia de contaminación ya que los contaminantes del agua son transferidos a los lodos formados en los tanques aireadores (Tchobanoglous et al. 2003).
Los lodos activados de las industrias dedicadas a la elaboración de quesos tienen alta concentración de materia orgánica soluble, esto presenta problemas en la sedimentación de los lodos afectando la eficiencia del tratamiento.
Este proceso se consigue mediante el uso de aireadores mecánicos que pueden ser colocados ya sea en el techo de los tanques o en la superficie del mismo. Mediante cálculos se hace transcurrir en un periodo determinado de tiempo la mezcla líquida de aguas residuales con flocs biológicos en suspensión, es separada en un sedimentador y parte de las células sedimentadas se recirculan con el fin de mantener en el reactor la concentración de células deseadas, mientras que la otra parte se expulsa del sistema y se descarga el efluente clarificado (Romero, 2004).
Se eligió un sistema de aireación por ser un tratamiento biológico, a diferencia de un sistema de coagulación y floculación que es de tipo químico, debido a que los lodos resultantes de un tratamiento químico son contaminantes para el ambiente, por el contenido de sulfato de aluminio y sulfato ferroso. En tanto que los lodos activos que se producen en un tratamiento biológico son deshidratados y pueden ser dispuestos como desechos sólidos e incluso ser utilizados como abono orgánico.
La presente investigación permite analizar las variables necesarias a tomar en cuenta para el diseño de una planta de tratamiento de grandes dimensiones, y si es conveniente construir modelos a escala de laboratorio. Esto con la finalidad de obtener parámetros reales y no teóricos, tanto para el diseño como para la operación de los sistemas de tratamiento a escala real, ya que generalmente las plantas presentan problemas de operación y funcionamiento como consecuencia de diseños inapropiados basados en parámetros que no corresponden a las características fisicoquímicas del efluente, así como a las condiciones ambientales del lugar en donde se genera el mismo.
Los parámetros encontrados en los prototipos son utilizados para el diseño de sistemas de tratamiento a escala real, ya que a través de estos se puede evaluar la velocidad a la cual los microorganismos consumen la materia orgánica presente en el agua cruda, así como cada uno de los parámetros necesarios para controlar el correcto funcionamiento de la planta, con el objetivo de producir un efluente reutilizable en el ambiente y un residuo sólido conveniente para su disposición o reutilización.
El objetivo de la investigación fue diseñar, construir y probar el funcionamiento de un prototipo de planta de tratamiento de aguas residuales por lodos activos para depurar aguas provenientes de la fabricación de quesos, logrando minimizar el impacto ambiental de estas aguas residuales y cumplir con los parámetros permisibles.
Metodología
2.1 Recolección de la muestra
Para obtener la muestra de agua residual se empleó el método de muestreo puntual durante ocho días, tomando directamente de la descarga de la fábrica, donde se obtuvo una muestra de cuatro litros, la que fue analizada en el laboratorio de servicios ambientales de la Universidad Nacional de Chimborazo (UNACH).
Los efluentes generados por la fábrica son una mezcla de suero de leche y agua que es utilizada en el lavado de los tanques y son descargados al finalizar la jornada laboral.
2.2 Caracterización del agua residual, previo diseño y construcción del prototipo
La caracterización de las aguas residuales de la industria quesera se realizó en el Laboratorio de Servicios Ambientales (UNACH y en el laboratorio de aguas CESTTA de la Escuela Superior Politécnica de Chimborazo (anexo 1).
Los niveles de contaminación y parámetros físico-químicos determinados incluyeron el DBO (Demanda Biológica de Oxigeno), DQO (Demanda Química de Oxigeno), aceites y grasas, sólidos suspendidos, sólidos sedimentables, sólidos volátiles, sólidos totales, pH, temperatura y OD (oxígeno disuelto). Estos parámetros fueron relacionados a los límites permisibles establecidos por el TULSMA (Texto Unificado de Legislación Secundaria del Medio Ambiente) del Ministerio del Ambiente del Ecuador.
Se utilizaron las siguientes técnicas para determinar los parámetros físicos-químicos presentados en la tabla 1. Se tomó una muestra de 30 litros de agua residual y se puso en una cuba de aireación donde permaneció tratándose por 12 horas. Al finalizar el tratamiento, el agua fue nuevamente caracterizada para comprobar el tratamiento biológico por medio de aireación.
Los cálculos del diseño de la planta de tratamiento se realizaron con los datos presentados en la tabla 2, los que sirvieron para diseñar un tanque homogeneizador para tener un caudal constante y facilitar el diseño de la planta de tratamiento.
Valor máximo (3-4) pm = 134 gal
Valor mínimo (5-6) pm = 0.06gal
Volumen de almacenamiento necesario: 134-0.06 = 133.94 gal
v = 133.94gal*(1 m^3) / (264.17 gal) = 0.50 m^3
a = h
h = 0.50 m
l*a*h = 0.50 m
l*2h = 0.50 m
l = 0.50 m/ (2(0.50))
l = 0.50 m
l = h = a = 0.50
donde, l es la longitud; h altura y a ancho del tanque.
Tabla 1: Técnicas, metodologías de ensayo y parámetros físico-químicos.
| Parámetro | Unidades | Norma | Método |
|---|---|---|---|
| Demanda Química de Oxígeno | mg/L | STANDARD METHODS 5220-C | Digestión de Reactor (Hach) |
| Demanda Bioquímica de Oxígeno | mg/L | STANDARD METHODS 5210-B | Cabeza Gasométrica |
| Aceites y grasas | mg/L | STANDARD METHODS 5220-C | Gravimétrico |
| Sólidos Suspendidos | mg/L | STANDARD M. | Gravimétrico |
| Sólidos Sedimentables | ml/L | STANDARD METHODS 2540-C | Volumétrico |
| Sólidos Volátiles | mg/L | STANDARD METHODS 2540-B | Gravimétrico |
| Sólidos Totales | mg/L | STANDARD METHODS 2540-A | Gravimétrico |
| pH-Temperatura | Ud - o C | ----- | Potenciométrico |
| Oxígeno disuelto | mg/L | ----- | Potenciométrico |
Fuente: Métodos normalizados para el análisis de aguas potables y residuales (Rice et al., 2017).
Tabla 2: Caudalespara el diseño del tanque homogeneizador.
| Intervalo de tiempo en horas | Caudal Promedio de ocho días. Horario (gal/min) | Volumen efluente horario (gal) | Volumen horario acumulado (gal) | Volumen acumulado al final del periodo de tiempo (gal) |
|---|---|---|---|---|
| 7-8 | 7,22 | 433,2 | 37,86 | 37,86 |
| 8-9 | 7.30 | 438.0 | 42.66 | 80.52 |
| 9-10 | 6,79 | 407.4 | 12,06 | 92.58 |
| 10-11 | 6.56 | 393.6 | -1.74 | 90.84 |
| 11-12 | 5,84 | 350.4 | -44.84 | 45.90 |
| 12-1 | 5.97 | 358.2 | -37.14 | 8.76 |
| 1-2 | 6,46 | 387,6 | -7.74 | 1.02 |
| 2-3 | 6.97 | 418.2 | 22.86 | 23.88 |
| 3-4 | 8.03 | 481.8 | 86.46 | 110.34 |
| 4-5 | 7.05 | 423.0 | 27.66 | 134 |
| 5-6 | 4.29 | 257.4 | -137.94 | 0.06 |
| Valores promedio | 6.58 | 395.34 |
Resultados y Discusión
3.1 Pruebas de Tratabilidad
Las pruebas de tratabilidad se realizaron en el laboratorio de operaciones unitarias de la UNACH:
Tabla 3 Resultados de las pruebas de tratabilidad.
| PARÁMETRO | AGUA CRUDA (mg/L) | AGUA TRATADA, 12 HORAS CON AIREACIÓN (mg/L) |
|---|---|---|
| DBO | 41330 | 21600 |
| DQO | 60600 | 25040 |
| Solidos Totales | 37000 | 59800 |
| Solidos Suspendidos | 3000 | 3400 |
| Solidos Sedimentables | 259 | 4142 |
3.2 Ensamble de los Tanques
De los cálculos realizados en el diseño (anexo 2) se obtuvieron los siguientes resultados: el tanque homogeneizador tiene 0.50 m de largo por 0.50 m de ancho y 0.50 m de altura (figura 1). El caudal que alimenta al biorreactor es de 0.094 L/día con una biomasa de 0.0011 Kg; el volumen del reactor es de 0.000035 m3, el tiempo de retención es de 3.6 días produciendo 253,4 Kg/día de lodos y 362,11 Kg/día de sedimentos secos. El caudal de los lodos es de 6.79 L/min, los cuales tendrán una recirculación de 0.0000047 L/min.
La demanda de oxígeno es de 208.7 Kg/día con un caudal de aire real de 9371663.7 L/día. El sistema trabaja con una eficiencia del 77.2%. El aire de alimentación al sistema se genera con un compresor de 0.31 hp.
En el prototipo, el DQO bajó hasta 410 mg/L en un tiempo de solo 72 horas con recirculación de lodos, ahorrándose medio día de retención hidráulica cumpliendo así con el primer parámetro permisible establecido por el TULSMA para descargas en alcantarillas (figura 2). Se obtuvo una reducción también en la Demanda Bioquímica de Oxigeno de 21600 a 59 mg/L (figura 3).
La reducción de sólidos totales tratados con 72 horas de aireación fue desde 3700 a 730 mg/L (figura 4). Igualmente se redujeron los sólidos suspendidos (132 mg/L, figura 5) y sólidos sedimentables (0.1 mg/L, figura 6), obedeciendo con los parámetros aceptables.
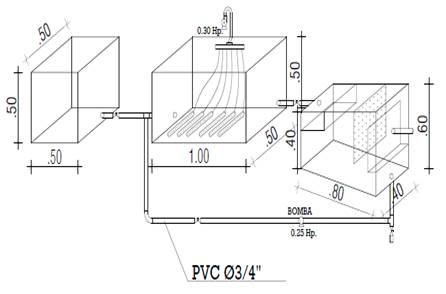


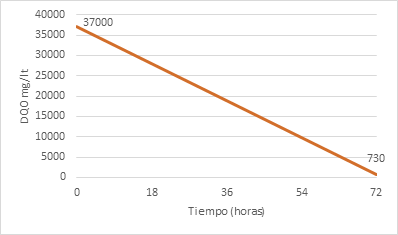
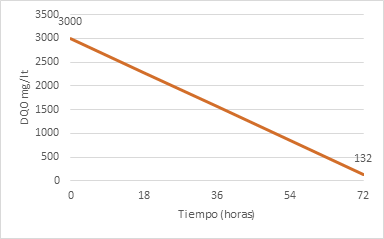

Tabla 4: Resultados de los cálculos de diseño del tanque homogeneizador.
| Característica | Valor |
|---|---|
| volumen (m3) | 0.125 |
| largo (cm) | 50 |
| ancho (cm) | 50 |
| altura (cm) | 50 |
En la tabla 4, se muestran las medidas generales que tiene el tanque homogeneizador para un volumen de 0.125 m3 de agua residual. En la caracterización inicial de las descargas de la industria quesera se logró determinar la carga contaminante presente en dichas aguas, obteniendo los siguientes valores de DQO (25040 mg/L) y DBO (21600 mg/L). Al observar un valor alto de DBO se sabe que la carga orgánica presente en el agua es alta y esta al ser depositada en ríos o terrenos sin un tratamiento previo produce malos olores por su proceso de putrefacción o descomposición.
Álvaro Arango Ruíz (2007), manifiesta que estas aguas concentran la mayor cantidad de contaminantes originados en sus procesos y dicha agua tiene gran cantidad de materia orgánica, especialmente grasas y aceite; además de sólidos suspendidos y valores de pH que salen de los rangos aceptables para vertimientos. Se menciona también que la remoción del DBO fue del orden del 94% así como grasas y aceites del 99% en un tiempo de 15 minutos.
En este estudio, durante todo el tratamiento, se logró mantener los valores de pH, temperatura y OD adecuados para un óptimo desarrollo de los microorganismos, mediante el estricto control de los mismos.
Tabla 5: Resultadosde los cálculos de diseño del tanque aireador del prototipo.
| Característica | Valor | Unidad |
|---|---|---|
| Caudal | 0,094 | L/día |
| Biomasa en el reactor | 0.0011 | Ks/ ssv |
| Volumen del reactor | 0.25 | m 3 |
| Tiempo medio de retención hidráulica | 3.6 | día |
| Caudal de recirculación | 0.0000047 | L/min |
| Eficiencia en remoción de DBO total | 77 | % |
| Presión hidrostática del agua | 0.42 | psi |
| Presión Absoluta | 15 | psi |
| Potencia del compresor | 0.31 | hp |
En la tabla 5 se muestra los resultados del prototipo del tanque aireador los cuales se calcularon para un caudal de 0.094 L/día, con un tiempo de retención de 3.6 días logrando una eficiencia de remoción de DBO del 77%, con potencia del compresor para la aireación de 0.31 hp.
En la tabla 6 se muestra el diseño del tanque sedimentador, para un volumen de 0.16 m3 obteniendo un tanque con 80 cm de largo por 40 cm de ancho, altura de entrada de 40 cm y una salida de 60 cm. En la tabla 7 se compara los parámetros obtenidos con el prototipo vs los parámetros permisibles establecidos por TULSMA, donde se comprueba la eficacia del sistema.
Tabla 6. Resultados de los cálculos de diseño del tanque sedimentador.
| Característica | Valor |
|---|---|
| Volumen (m3) | 0.16 |
| Largo (cm) | 80 |
| Ancho (cm) | 40 |
| Altura 1 (cm) | 40 |
| Altura 2 (cm) | 60 |
Tabla 7: Cuadro comparativo del agua tratada (Prototipo) con los parámetros permisibles establecidos por el TULSMA.
| Parámetro | Prototipo | Tulsma |
|---|---|---|
| DBO | 59 | 250 |
| DQO | 410 | 500 |
| Solidos Totales (mg/L) | 730 | 1600 |
| Solidos Suspendidos (mg/L) | 132 | 220 |
| Solidos Sedimentables (mg/L) | 0,1 | 20 |
| Grasas y Aceites (mg/L) | 8,10 | 100 |
Conclusiones
Con los datos obtenidos en las pruebas de tratabilidad se procedió a realizar el diseño de una planta de tratamiento a escala real, para posteriormente por medio de un reemplazo de datos en las ecuaciones iniciales calcular los valores óptimos para el diseño y construcción del prototipo.
Una vez construido y probado el prototipo se evidenció la reducción de carga contaminante con resultados de DQO desde 25040 mg/L hasta llegar a un valor de 410 mg/L, mientras que DBO desde 21600 mg/L hasta llegar a un valor de 59 mg/L. En los sólidos totales se obtuvieron valores finales de 730 mg/L, sólidos suspendidos de 132 mg/L, sólidos sedimentables de 0,1 ml/L, grasas y aceites de 8,10 ml/L, en los diferentes tiempos de retención hidráulica, así cumpliendo con los parámetros permisibles establecidos por el TULSMA y demostrando la eficiencia de nuestro sistema.
Con la puesta en marcha del prototipo construido se pudieron obtener los parámetros de diseño, los cuales pueden ser llevados a una escala real para el tratamiento dentro de la industria quesera, siendo las dimensiones de cada tanque las siguientes: Tanque homogeneizador (0,50 m x 0,50 m x 0,50 m), Tanque aireador (1,0 m x 0,50 m x 0,50 m), Tanque sedimentador (0,80 m x 0,40 m x 0,40 m-en la altura 1; x 0,60 m-altura 2).

