










 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Similars in
SciELO
Similars in
SciELO 
 Permalink
Permalink
I. INTRODUCTION
IN a competitive market, manufacturing companies look for habits to optimize their processes with the aim that the increase in the cost of production, due to various factors, does not affect the cost of the product to the final customer, nor does the quality of the product be affected. This would generate a loss of customers, who would opt for cheaper and better-quality products(1). Reducing the cost of production is necessary after going through a pandemic that has increased the cost of imports and raw materials, leaving companies with a lower profit margin(2). Hence, a continuous implementation of improvement methodologies becomes necessary in companies that want to persist, and be profitable and sustainable over time, to reduce production problems that result in efficient and profitable processes(3).
From the review of the literature, it is known that Lean Manufacturing and Six Sigma, with their quality tools, are better adapted to the manufacturing process. These methodologies seek excellence in processes, increasing production levels, and reducing waste(4). To achieve it, Skalli et al.(5)utilized various quality tools and methodologies specific to each one. Lean Manufacturing grew out of the Toyota Production System, which seeks to use resources more efficiently and reduce waste. The Lean principle is to eliminate everything that does not generate value for the product or service. This is possible by eliminating overproduction, waiting times, defects, unnecessary movements, transportation, and reprocessing of products(6). With the elimination of this waste, there are significant advantages, such as a reduction in production costs, an increase in productivity, and higher-quality produced products, as well as the time in which an order is manufactured(7).
Six Sigma is a methodology focused on quality and it uses statistics to find solutions to manufacturing problems based on data analysis. It aims to reduce the variability of the processes, which means, any product must be manufactured with the same specifications(8). Depending on the Sigma level in which the process is located, there is a tolerable number of errors, excellence being a level of Six Sigma, where the maximum allowed is 3.4 defects per million opportunities. Therefore, there is no margin for errors within the manufacturing process, because as the Sigma level decreases, the acceptable errors increase.
Alternatively, Lean Six Sigma is a fusion of the two methodologies, taking the best of each one to correct any drawbacks that may result from implementing a separate methodology. This methodology combines the best and most efficient quality tools, therefore, companies can solve problems and increase productivity faster with a lower implementation cost(9). The Define, Measure, Analyze, Improve, Control (DMAIC) methodology is a Six Sigma quality tool that helps detect problems and makes them visible. It consists of five stages that must be followed sequentially(10).Figure 1shows the five stages of the DMAIC cycle, where each stage must be followed in sequence, allowing solutions to problems to be developed in a structured and logical manner.

Since its creation, Lean Six Sigma DMAIC has been implemented in several companies worldwide, developing notable benefits for the organization, regardless of the activity in which the company is engaged(11). Among the main benefits of adopting this methodology are being more efficient in the use of resources, minimizing waste, and identifying inconveniences that generate low levels of production and cause high production costs(12). Within these methodologies, there are very useful tools that are adapted to the production process and are very valuable after their implementation. Poka-Yoke devices are used in the context of manufacturing to prevent errors or defects in the processes. These can be mechanical or electronic and are intended to avoid human errors, which can save time, reduce costs, and improve product quality(13). Single Minute Exchange Die (SMED) is a tool that seeks to reduce the time required to change molds or formats in a manufacturing line. To achieve this, the methodology focuses on identifying and eliminating all activities that do not add value during the change process. The successful implementation of SMED in the production line generates greater flexibility in orders, a reduction in changeover time, and a better-quality product(14).
Another widely utilized tool is the 5S methodology, which is a continuous improvement philosophy originating in Japan. It focuses on self-discipline, order, cleanliness, standardization, and customer interests. The methodology is part of Lean Manufacturing and allows classification of what is not necessary for the workplace, as well as generating discipline in the collaborators, therefore, they keep the workspace clean and orderly. A well-organized workspace generates an increase in competitiveness and decreases unproductive times, improving efficiency and safety, as well as motivating and generating well-being in employees to carry out their working activities(15).
Guleria et al.(16)implemented Lean Six Sigma in an automobile fuel filter manufacturing company that had a high rejection rate. The company was generating losses and could not supply the demand of its customers in the stipulated time. By applying DMAIC, Value Stream Mapping (VSM), and other Six Sigma tools, they detected the most significant problems affecting the process. After correcting the problems and implementing improvements, they managed to reduce the defects that generated non-conforming products by 8 %, and the delivery time was reduced from 12 to 11 days. According to Dinesh et al.(17), VSM is a visual technique that uses symbols and diagrams to facilitate the visualization and understanding of the flow of materials, information, and activities. It starts from the moment that the order is received until the final delivery of the product or service. Its main objective is to identify and eliminate waste and activities that do not add value to the process.
Kharub et al.(18)implemented the Lean Six Sigma DMAIC methodology in a company dedicated to the production of fruit juices. This study identified inefficiencies, and waste in the production process. With the application of DMAIC and the cause-and-effect diagram, the most significant problems were attacked and corrected, significantly. It increased the efficiency of the process, improving profits by 7 %, and reducing waste by almost 50 %. In addition, the return on investment is estimated to be recovered within three years.
Lean Six Sigma in conjunction with quality tools can improve any activity or process, one example of this is the study of Antosz et al.(19)which carried out in a floor covering company. They apply the DMAIC methodology and Total Productive Maintenance (TPM) to improve the efficiency and effectiveness of the maintenance process, as well as increase the operational availability of the machines. By running adequate maintenance and having effective management of the equipment, unexpected failures that produce production losses were eliminated. The correction of these failures had positive effects on the economy of the company since the cost of operation is minimized, also is more efficient in the use of energy, and the useful life of the equipment increases. The implemented actions to solve the problems were a training program for operators, planning of maintenance activities, and implementing autonomous maintenance. Therefore, it was possible to reduce the number of failures in the machines by 40 %, and the availability increased by 27 %.
Thakur et al.(20)affirm that the level of production without defects determines the continuity and growth of companies. They applied Lean Six Sigma to an agricultural equipment manufacturing company that had several quality defects in painted products. The information collected from the process was analyzed and then, through the application of a Pareto diagram, the most significant problems were known, complementing the information through a fishbone diagram to identify the root causes. After correcting the detected problems, the rejection range was reduced from 12 % to 5 %, and the Sigma level improved from 2.8 to 4.1. The process became more efficient, reducing defects and increasing the level of production.
Daniyan et al.(21)implemented the improvement of the performance and quality of the wagon assembly process by the Lean Six Sigma methodology and some of its tools. They seek to develop a profitable, sustainable organization that is competitive in the market, by decreasing manufacturing errors that generate additional costs without adding value to the manufacturing process, or that generate delays in delivery time. The applications of continuous improvement tools such as the Pareto Diagram, 5S, and standardizing the processes, achieved a 46.8 % improvement in process efficiency, delivery time improved by 27.9 %, and the time that does not generate value to the process was reduced by 71.9 %.
Within savings policies, another fundamental aspect of reducing the cost of production is keeping track of energy consumption. Erdil et al.(22)applied DMAIC to an energy project, where they showed that efficient energy management is a high priority for organizations. It has a significant impact on profits as long as the proposed improvements are achieved to be more efficient in consumption. Vásquez-Stanescu et al.(23)carried out an energy audit in the production and administrative areas intending to take control actions that allow for reducing consumption. The main taken actions were investing in more efficient machines, with lower energy consumption and a higher level of productivity. There was also personnel capacitation of those who are involved in the processes, to encourage rational consumption of resources. In addition, it is necessary to implement periodic energy audits to evaluate the actions that are being taken and generate an energy and environmental management plan. With these actions, it was possible to reduce electricity consumption by 30 % and production levels increased by 86 %.
Mercado and Peña(24)mention that to have operational reliability in the equipment and reduce energy consumption, the maintenance department and the production department must work together, Then, a management model can be implemented corrects the lack of planning, programming, and execution of maintenance activities. It is because if failures in the machines are not corrected, the useful life of the equipment is reduced, operational efficiency decreases, and electricity consumption can increase by 10 %.
According to the Latin American Energy Organization (OLADE), the consumption of industries represents one-third of the total electrical energy demand. This consumption is responsible for climate change, which causes droughts, floods, increases in temperatures, and rises in sea levels(25). Therefore, environmental policies seek to reduce the consumption of electrical energy, which would reduce the impact on the environment by reducing greenhouse gases. Shah et al.(26)mention that greenhouse gas emissions can be reduced between 10 % and 30 % by implementing simple habits, such as using efficient electric motors and having a more rational consumption of energy.
In industries, energy savings vary depending on the activity, e.g. Stefanie et al.(27)analyzed industries dedicated to iron foundry. The analysis shows that by implementing efficient technology, such as solar panels or another type of green energy that provides an alternate energy supply, as well as using devices with higher electrical consumption in periods where demand is low, energy consumption can be reduced by 23 %. Using machines with the latest technology (which have lower energy consumption and can generate a higher level of production) also generates improvements in product quality as well as reducing reprocessing waste. The implementation of these technologies does not carry risks and, in addition, the required capital can be recovered in a couple of years(28).
Therefore, it was decided to implement the Lean Six Sigma DMAIC methodology in production line number 4 of detergent powder packaging in the Powder Tower area of an important company located in Quito, Ecuador. This line is chosen because is the only one with the oldest bottling machine, which generates the lowest efficiency compared to lines with the same characteristics. The line is made up of a Bosch SBV 2 510 packaging machine, a Yamato 14 balance dosing machine, and a Raumak Multi Baler 300 baling machine. The packaging machine makes products in presentations of 200, 480, and 1 000 g, in Floral and Lemon presentations. The wrapping machine makes bales of 36 sleeves for presentations of 200 g and 480 g, and 12 bags for the presentation of 1 000 g. To control the improvements that are achieved in the production line, values of indicators of availability, efficiency, quality, and Overall Equipment Effectiveness (OEE) will be taken. It is commonly used in the manufacturing industry and it also identifies where efforts can be focused to improve productivity(29).
In addition, since energy consumption is directly related to the cost of production, part of the project will be focused on reducing energy consumption. A WEM3080T energy meter was implemented to have a record of energy consumption, allowing to evaluate the behavior of the equipment and measure the impact of possible improvements. By making better use of natural, human, and economic resources, the company will be able to be more competitive in the market, and part of the generation of savings will be able to be invested in more efficient technology. By generating significant savings, it will become an environmentally responsible eco-efficient company(30).
This investigation aims to lower the cost of production by identifying and minimizing or even eliminating waste through the application of Lean Six Sigma DMAIC. Quality tools were utilized (such as the Pareto and the Ishikawa Diagram) to find out the root cause of the most significant problems. This document is distributed according to the following detail. Methodology details the current information on the company and the required tools for the implementation, following in an orderly phase, strictly complying with what the methodology recommends. The results show quantitatively the effectiveness of the implementation by contrasting a period before and after implementing the DMAIC methodology in the production line. Finally, conclusions debate the expectations of this investigation to help new companies venture into implementing continuous improvement methodologies in their processes.
II. METHODOLOGY
This investigation collects information on the implementation carried out in production line No. 4 of the detergent powder packaging section of an important company located in Quito. For the study period, historical data from the second semester of 2021 was taken, and the study of the implementation of the DMAIC methodology began to be implemented from January 2022. Were defined three months to implement improvements, train personnel, and create instructions. Therefore, only from april began to record data for analysis, to evaluate the process before and after implementation.
The project started with a documentary investigation, analyzing information from publications that have implemented the methodology within their production processes, and the impact they had after implementation. As well as learning about the experiences of other projects to avoid making mistakes that cause the cost or implementation time to increase due to unexpected problems. The investigation was carried out through an experimental design since the conditions and variables that modified the efficiency, availability, and quality indices were corrected. This approach is quantitative type, data were analyzed from current production levels and after the implementation of the methodology. As the DMAIC methodology was implemented, it was followed in phases, and each phase had its tool or method to be developed.
The indicators are fundamental within the manufacturing processes to measure the performance of the process. The OEE was utilized, arising from the following equations 1, 2, 3, 4:




WhereAis availability,Pis performance, andQis quality. Within the define phase, a project charter was carried out where the team members were established. A low level of efficiency and availability of the machine was defined as the main problem, currently finding efficiency of 76.71 %, availability of 81.40 %, and an OEE of 62.42 %. By taking the OEE values recommended worldwide as a reference, the minimum value was 72 %, which is within the acceptable range of production. With this purpose, it is intended to improve production levels and reach a cost-reduction of production.
In the measure phase, the data that the machine operators registered in the control sheet is digitalized and processed. Operators write the start time and end time of production, the failures that have occurred during the shift, as well as the duration time of each recorded failure. The amount of production that the machine has made in the shift is also written. As an additional indicator, the electrical consumption of the machine began to be recorded. By processing this data, the calculations of availability, performance, quality, and the global OEE indicator are made. All the contained data in the control sheet are recorded daily by the production assistant in a resource planning system (RPS) managed by the company. In this system, the information from the quality assurance department regarding returns or non-conforming product that affects the quality records is checked.
For the improve phase, an action plan was defined based on the failure analysis and the significant problems revealed by the Pareto Diagram and the Ishikawa Diagram of the previous phase. For this, the multidisciplinary work team, through brainstorming and consensus among all the areas involved, agreed to carry out a set of actions. Certain actions are of immediate priority and others are a little more complex to implement, a medium-term priority was given, defined as a period of three months. This period is given because it took three months to implement the DMAIC methodology. From the fourth month on, information is collected with which the level of the process improved was contrasted.
The analysis of the previous section and surveys of the operators allows to affirm that there are personnel operating the machines with a minimum of experience. It was concluded that one of the main shortcomings of low levels of production and availability of the machine is that operators have not been technically trained and they cannot carry out their work properly. Both the packaging machine and the dosing machine have several parameters that operators can access, nevertheless, sometimes is unclear because these parameters are related to others. In the training plan, they were taught the correct operation of the machine, and some parameters were established with minimum and maximum ranges that the operator could configure without the machine suffering any failure. To improve the levels of efficiency and availability of the machine, it was created instructions for the format and reel change, technically trained operators, and an operation guide for both the packaging machine and the dosing machine. A source of knowledge is generated for old operators and for new operators to have tools that allow them to learn the operation more easily.
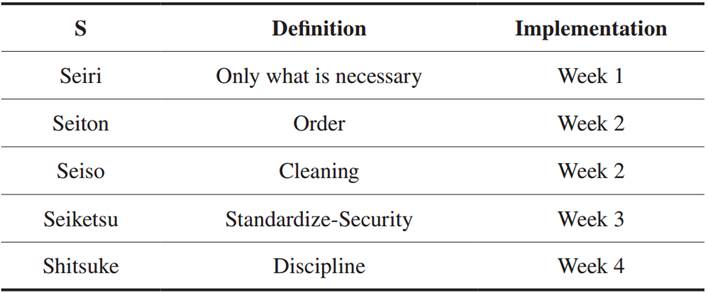
The 5S methodology had been previously implemented in the area, but it did not continue. Since the staff already had notions, their knowledge was reinforced and it was resumed with more force and carrying out control by the quality department. In order not to burden and confuse the staff, this implementation was carried out from february 2022 and was divided as shown inTable I. This was mainly focused on the dosing machine since using it for a prolonged period without calibration and cleaning runs the risk of having weight failures, the dosing speed decreases, the feeding, and weighing hoppers are damaged, and the consumption of electrical energy increases. Based on the record of the failure, the maintenance department drew up a list of parts that must be kept in stock. On several occasions, there were cases in which a lack of spare parts caused the machine to be out of order until the part was ordered to be manufactured.
With the headquarters, it was decided to make a significant investment to carry out a complete reconditioning of the machine. This is to prolong its useful life and reduce the frequency of failures that occur due to wear and tear in the operation. Even more when the machine has not been deeply intervened since it was acquired in 2016.
Finally, in the control phase was implemented a dashboard to show the availability, performance, quality, and OEE of the machine. This information is uploaded daily, allowing operators to know if they are doing a good job or need to work on improving. On this board, there is a checklist that evaluates the cleanliness of the area and cleanliness of the machine, the second one considers that there are no strange objects in the area and that the 5S are complied. With the objective that the improvements last over time, it was defined to hold monthly reunions to evaluate the impact of the implemented improvements and to provide training every six months to the operators to refresh their knowledge.
III. RESULTS
To know the situation of the company before the implementation of improvements, a review of the production records for the second half of 2021 was developed.Fig. 2shows historical data of production indicators corresponding to the second half of 2021. It is possible to see how due to the low efficiency and availability of the machine theOEEis directly affected.
A device was installed to measures electricity consumption in the machine in real time and records it in a spreadsheet for later analysis. Machine energy consumption is a new indicator that was implemented in december and began acquiring data in january 2022. In this stage of the methodology, an analysis of the historical data of failures was carried out to find out the root cause of the problems that cause low efficiency and availability of the machine.
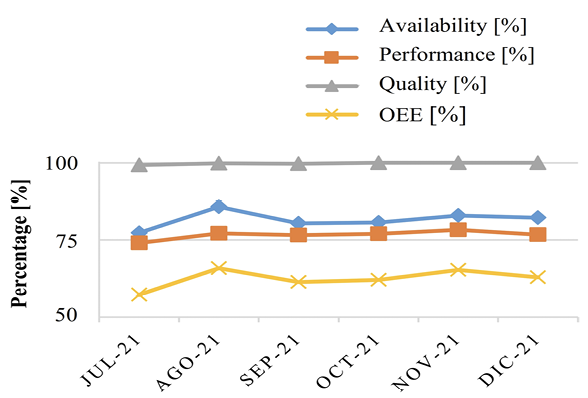
Figure 3shows energy consumption data that was collected after cleaning and calibrating the dosing machine. It can be seen that energy consumption increases as the weeks go by. This is because when a mattress of product is generated stuck to the vibrating plate, the vibration level must be increased and the product continues to fall in the same amount.
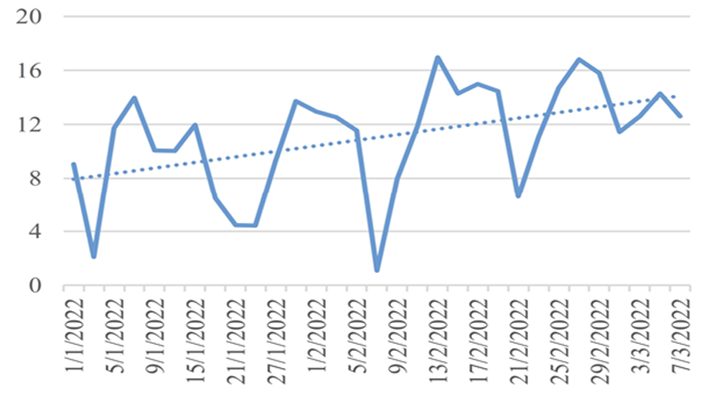
As regards the analysis of energy consumption, it was concluded that the machine in normal operation consumes an average of 14.6 kW·h in a 24-hour shift. It was determined that due to a lack of cleaning and maintenance of the vibrator plate of the dosing machine, energy consumption can increase by up to 20 %. This is because detergent dust accumulates on the walls of the vibrator plate, making it necessary to increase the level of vibration intensity, thus increasing energy consumption.
To determine the most significant problems, a Pareto Diagram was designed, which identified 20 % of problems that occur 80 % of the time within the process. It seeks to focus efforts on the problems that have the most incidence and with what best results obtained when correcting them.Figure 4presented the main problems that the operators register in the roadmap. Through the Pareto Diagram, it was identified that four failures are the most recurring, and they are the ones on which the efforts will be focused.
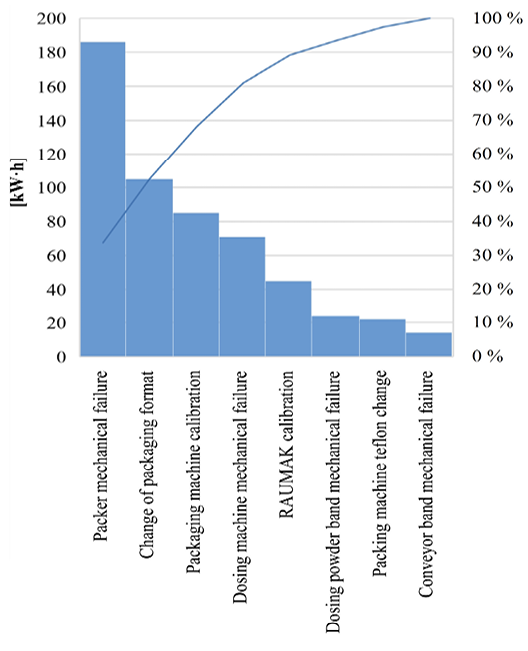
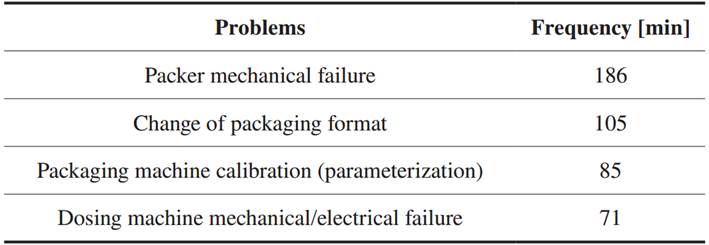
Table IIshows the 4 most significant problems and their recurrence in a 24-hour shift. After analyzing the Pareto Diagram, the analysis defined that the main cause of a low level of availability and efficiency in the machine is due to operators who have not been trained to properly operate the product packaging and dosing machine. Therefore, it is observed that their lack of knowledge causes breakdowns in the machine, in addition to the lack of standardization and lack of spare parts.
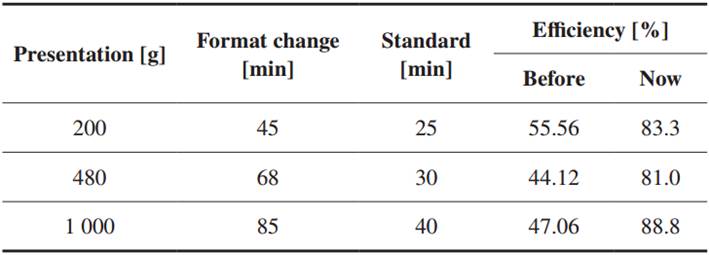
The objective of implementing Poka-Yoke was to reduce the time that takes operators to change formats and put the machine into production. A Poka-Yoke was placed to center the former with the clamp, one to center the coil, one for the entry of the blade angle, one for the location of the coding, and one for the centering of the bag cut. This training consisted of teaching the operators an efficient change of product or format, leveraged with the instructions. By implementing Poka-Yoke in the machine, it was possible to considerably reduce the time of format change, which was lost the most of the time was lost.Table IIIshows the improvements in terms of format change.
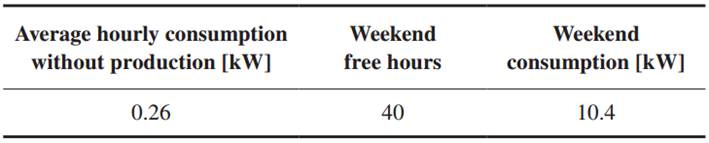
Increasing production levels and reducing waste are directly related to reducing the cost of production. The methodology focused on decreasing everything that generated waste, that did not allow the machine to be operational, and that energy consumption increases. From the analysis of energy consumption, it was determined that, due to a lack of cleaning of the components of the dosing machine, especially the vibrator plate, energy consumption can increase by 20 %. It requires that a cleaning period of a maximum of three weeks be established. Energy savings could also be obtained by disconnecting the heating resistances of the horizontal and vertical seals, which are some of the elements that consume the most energy when the machine is not operating. Table IV shows the average consumption of the machine when it is not producing, and the hours that pass until the machine returns to production on Mondays. With this action, an average of 10.4 kW could be saved each weekend.
After implementing Poka-Yoke, SMED, and standardization of operating parameters, the format change became around 34 minutes, when before the implementation it was bordering on 55 minutes. It represents a decrease of 21 minutes in each format change, with which availability is 7.32 %. In addition to the significant reduction in time, there was also a reduction in laminate of around 2.5 kg for each format change. It was obtained by calibrating faster and together with all the mechanical and operating parameters of the machine, the operator sets up the machine faster and does not waste laminate.
With the implemented improvements in the first three months of 2022, favorable changes began to be noticed. It was compared with data collected from april to august 2022 to verify to what extent the implementation of improvements contributed to the levels of availability, performance, quality, and therefore the OEE. Table V shows the significant improvement in the availability and performance after the methodology implementation in the production line.
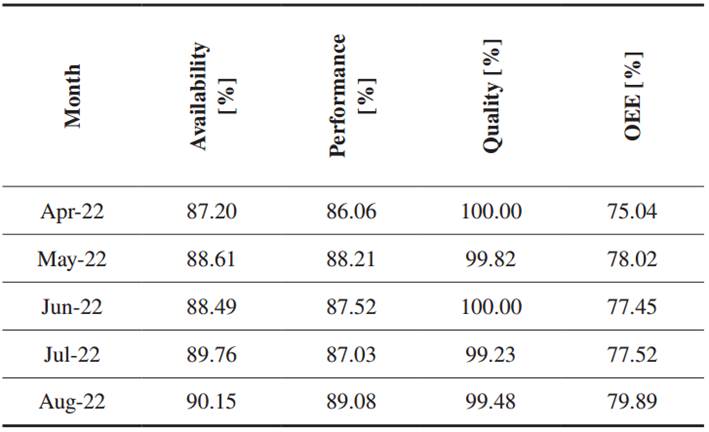
Figure 5presents the productivity indicators of the improving implementations in the process, such as operator training, 5S methodology, creation of operating instructions, implementation of Poka-Yoke, and training in SMED. It is important to mention that the purpose was to achieve an OEE of at least 72 %.
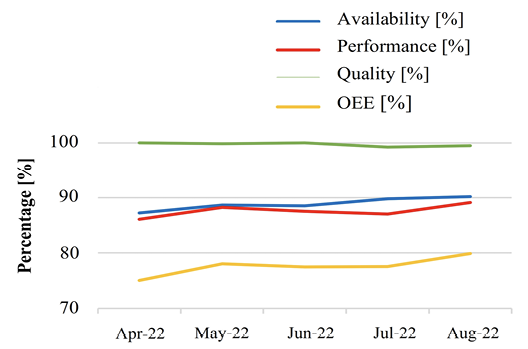
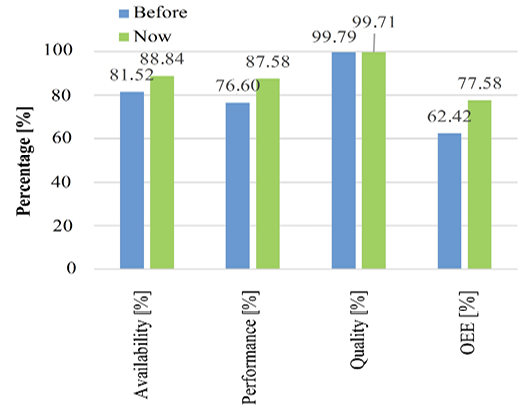
Figure 6shows all the efforts made by the implementation team to improve the levels of availability, performance, and quality. The OEE increased 5 % more than the planned objective, reaching 77.58 %.
Due to internal confidentiality policies, the production cost value cannot be disclosed exactly. However, an approximation is that producing a 480g bag of detergent powder costs USD 0.425 in which is included working hours, machine hours, materials, and other items. Regarding production costs, it is evident that due to the low efficiency and availability of the machine, the production cost was around USD 0.524 for each detergent bag, leaving the company with a small profit margin. After the implementation of the DMAIC methodology, the cost dropped to USD 0.478, representing a saving of USD 0.046 compared to the cost before implementation. With the actual machine availability and performance rates, a monthly savings of USD 71 442.05 was achieved.
IV. CONCLUSIONS
After the literature review, where the implementation of the DMAIC methodology had favorable results, the implementation in production line No. 4 of the powder detergent packaging area was as effective as expected. An energy consumption indicator was implemented that allowed the creation of maintenance and cleaning plans to reduce energy consumption. This indicator identified that a lack of cleaning of the vibrating plates of the dosing machine due to an accumulation of product on its walls, increases the vibration intensity, generating an additional 20 % electrical energy consumption.
Within the improvement phase, several quality tools were implemented, such as 5S, Poka-Yoke, SMED, standardization of operating parameters, instructions, and training for operators. All of this together contributed to improving the production process and minimizing or eliminating the problems detected in the production line. Thus, the availability went from 81.52 % to 88.84 %, the performance increased from 76.60 to 87.58 %, the quality was maintained, and the OEE that was 62.42 % reached 77.58 %. The OEE was 5 % above the objective that was set before starting the implementation.
With the increase of the performance in the operation of the machine, as well as having greater availability when correcting the problems that afflicted the line, the main objective was achieved. The implementation of the DMAIC methodology decreased the cost of production, reducing USD 0.046 for each produced bag and it resulted in savings USD 71 442.05. To continue with the philosophy of continuous improvement, to solve those problems that need deeper analysis, operators with specialized technical training must be hired. An alternative is also to hire a supervisor who is specialized in the proper handling and operation of the machines, since current operators, despite having been trained, have a lack of technical instruction.
Statistical information on the production processes was collected and it is important to mention that, despite the pandemic, the packaging line did not stop, but it reduce the operational capacity. For this reason, obtained information until 2023 will be considered to analyze the preliminary improvement results. In this manner, this production line must be continuous analyzed, to define whether the techniques applied are appropriate or whether they should be updated. Therefore, future investigations may emphasize the search for the latest information and the comparison of results with similar cases of study.

