










 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Similars in
SciELO
Similars in
SciELO 
 Permalink
Permalink1. Introducción
Actualmente el uso de materiales compuestos de matriz polimérica reforzados con fibras está en continuo crecimiento, debido a sus propiedades físico-mecánicas, como su alta resistencia y bajo peso (Yashas Gowda et al., 2018). Un ejemplo tradicional y muy empleado ha sido el compuesto reforzado con fibra de vidrio con resina poliéster, como matriz. La industria automotriz y aeronáutica han aprovechado este compuesto tradicional por muchos años y aunque este tipo de material se sigue usando, la tendencia de hoy es el uso de fibras naturales que reemplacen a las fibras sintéticas tradicionales (Peças, Carvalho, Salman y Leite, 2018).
Por medio del láser es posible el corte de varios materiales avanzados, como metales, plásticos, cauchos, madera, cerámica y diferentes compuestos. En países del llamado primer mundo, el proceso de corte se ha vuelto común. Las grandes industrias manufactureras han empleado esta tecnología para el corte de partes y piezas especialmente de acero; aunque para el corte de materiales no metálicos no ha sido la excepción (Lamikiz et al., 2005; Radovanovic y Madic, 2011). La investigación del proceso de corte láser continúa. Varios estudios se han centrado en la determinación de las condiciones de corte más idóneas para manufacturar los materiales poliméricos como: polietileno (PE), policarbonato (PC), polimetilmetacrilato (PMMA), cloruro de polivinilo (PVC), y los termoendurecibles como resinas epoxi y fenólicas (Lohr Rodríguez, 2011; Ramírez et al., 1998).
Las ventajas más importantes al realizar un corte mediante láser, a diferencia de los sistemas convencionales existentes, son, entre otras: corte con mayor rapidez en espesores pequeños, concentración de la energía en una zona muy pequeña del material sin afectar el resto, la eliminación de vibraciones en este proceso, ya que interactúa únicamente el haz con el material; no es necesaria la sujeción del material durante el corte, etc. (Ramírez et al., 1998).
Aunque dentro de la familia de materiales los parámetros de corte son parecidos, cada material necesita parámetros de corte particulares para una manufactura satisfactoria. Choudhury y Shirley (2010), en su estudio sobre el corte láser en polímeros, demostraron que la combinación de diferentes polímeros y distintos parámetros del proceso de corte producen resultados muy diferentes entre cada uno de ellos; también se incluyó el grabado láser en envases poliméricos y materiales utilizados para los airbags integrados en vehículos. En un estudio realizado por J. Paulo Davim, Carlos Oliveira, Nuno Barricas y Marta Conceição (2008), se muestra una evaluación del efecto de corte, bajo distintos parámetros (potencia y velocidad de corte) en el polímero PMMA. Los resultados obtenidos en este estudio fueron: una zona de afectación térmica por el haz láser entre 0.12 y 0.37mm, ausencia de rebabas y con una rugosidad superficial Ra menor a 1µm.
Los principales parámetros de corte de la tecnología láser, en general son: potencia suministrada por el láser, distancia entre emisor y material (distancia focal), longitud de onda, velocidad de corte y sección transversal del haz (Karataş y Gökkaya, 2018; Choudhury y Chuan, 2013; Patel, Sheth y Patel, 2016). Las propiedades físicas del material también pueden aportar o atenuar el rendimiento del corte, como por ejemplo, nivel de cuerpo negro, conductividad térmica, densidad, calor específico y, entre otras, el espesor del material (Ramírez et al., 1998).
Los resultados de estudios sobre procesos convencionales y modernos de corte en materiales compuestos se han obtenido mediante el uso de técnicas, como análisis de varianza (ANOVA), diseño de experimentos (DOE) a través de técnicas de optimización de Taguchi, superficie de respuesta, diseños ortogonales, análisis de datos mediante regresión lineal, etc. (Choudhury y Shirley, 2010; Choudhury y Chuan, 2013; Radovanovic y Madic, 2011). Los mecanismos de falla y la calidad de la superficie se discuten con la ayuda de microscopía electrónica de barrido, óptica y análisis de rugosidad (Davim, Barricas, Conceicao y Oliveira, 2008). También se reportan el uso del método de elementos finitos (FEM), para evaluar la transferencia de calor en la zona de corte (Karataş y Gökkaya, 2018).
La tecnología láser por gas CO2. es empleada mayormente en la industria, debido a su buena calidad de haz combinado con alta potencia de salida. Complementario a lo anterior, el costo del equipo y el costo operacional son más manejables en comparación con otras tecnologías. El corte láser por gas CO2. es ampliamente utilizado para cortar materiales como polímeros, materiales opacos no metálicos como maderas, cuero y materiales compuestos de matriz polimérica reforzados con fibras naturales (Davim, Oliveira, Barricas y Conceição, 2008; Pou et al., 2001). Una de las razones del uso en materiales compuestos es que la matriz polimérica y las fibras absorben altamente la radiación emitida por este tipo de láseres. En resumen, en la actualidad los sistemas láser son muy utilizados, debido a la ventaja que tienen para cortar patrones de geometrías complicadas con el menor daño posible en la zona de corte (Dewil, Vansteenwegen y Cattrysse, 2016 ; Powell, 1993; Zaeh, Byrne y Stock, 2017).
El objetivo de estos estudios es analizar el efecto que tiene la variación de los parámetros de corte sobre la calidad superficial (rugosidad), así como también realizar un análisis térmico sobre la superficie de corte, para tener una idea de la distribución de temperaturas alrededor de la zona de corte, provocada por el haz de luz láser.
2. Metodología
2.1. Materiales compuestos
Se estratificó manualmente placas de 3 mm de espesor promedio sobre un molde de acero A36. Se obtuvo 4 placas: 1 placa por cada compuesto reforzado con una fibra natural y, a la vez, 1 placa por cada resina termostable (tabla 1). Una fracción volumétrica del 83 % de matriz y un 17 % de refuerzo se empleó para la elaboración del compuesto. Dicha fracción volumétrica fue la de mejor comportamiento mecánico estudiado anteriormente por Pérez, Paredes, Lalaleo, Arroba y Nuñez (2018). Para el material de refuerzo se empleó dos tipos de fibras naturales, la primera una fibra tejida de abacá de 1.5 a 2 mm de diámetro de hilo y otra, una fibra particulada de cascarilla de arroz triturada y filtrada en tamiz No. 4. Para la matriz se empleó resina epoxi Repox 6090a-QcuadCarbon y poliéster serie Polylite 33200-Reichold.
2.2. Experimentos de corte
Todos los experimentos se realizaron mediante una máquina CNC láser CO2. marca Ricoma, que posee una potencia láser de salida máxima de 100 kW, a una longitud de onda de 10,64 mm con precisión de localización £ 0.01, fuente de alimentación de 220V con una frecuencia de 60Hz. El haz láser se enfocó usando un diámetro de láser de 0.2 mm y 5 mm de longitud focal sobre la superficie de la pieza de trabajo. La geometría de corte se realizó en un rectángulo de 40 x 20 mm, con el fin de evaluar la rugosidad superficial en las dos direcciones del corte . e . (figura 1a). Esta geometría de corte se elige en concordancia a estudios anteriores (Davim, Barricas, Conceição y Oliveira, 2008; Kurt et al., 2009), capacidad de la mesa de trabajo de la máquina y para garantizar la evaluación de la rugosidad superficial de forma correcta según la norma ISO 1302, en la cual se requiere una longitud libre alrededor de 1 cm para su análisis.
Previamente se realizaron ensayos preliminares para seleccionar rango de potencias y velocidades de corte, que permitan el corte total del espesor del compuesto. Los rangos permisibles fueron, en cuanto a la potencia láser, un mínimo de 60W y la máxima disponible de la máquina 100W. Por otro lado, el rango de las velocidades de corte fue seleccionado según la menor zona de afectación térmica; estas fueron, de 10 a 14 mm/s.
Posteriormente se efectuó un diseño de experimentos DOE, donde se trabajó con dos parámetros cuantitativos a tres niveles (potencia láser y velocidad de corte) y dos variables nominales cualitativas a dos niveles (material de matriz y refuerzo). Los parámetros estudiados se resumen en la tabla 1. Se utilizó la técnica superficie de respuesta (MRS), con un diseño central compuesto con la ayuda del software Minitab. Se obtuvo 52 corridas (26 experimentos con dos réplicas) tanto para la fibra de abacá como para la cascarilla de arroz.

Las variables que se evaluaron son la rugosidad superficial “Ra” y la temperatura superficial generada “Ts” (efecto térmico), por el proceso de corte láser en cada uno de los materiales compuestos.
2.3. Evaluación del corte láser
La calidad del corte se la evaluó con respecto a la rugosidad superficial Ra, bajo norma ISO 4288-96 (ISO), la misma que fue medida con un rugosímetro marca Mitutoyo SJ 210, calibrado a 2.4 um, según norma ISO 5436-1: 2000-03 (ISO Standard). Al final los resultados obtenidos se contrastaron con los rangos determinados para rugosidades superficiales (Ra), obtenidos por diferentes procesos de manufactura según ISO 1302 (ISO UNE).
La inspección de los especímenes, tanto el borde de corte como su sección transversal se estudiaron después del proceso de corte por láser, a través de microscopía electrónica de barrido SEM TESCAN modelo VEGA 3-SBU y microscopía óptica IM-3MET marca OPTIKA. Se examinó tanto la probeta con mejor y peor calidad superficial, con el propósito de diferenciar las afectaciones superficiales extremas.
2.4. Evaluación de la temperatura superficial
Se la evaluó la temperatura (T), generada en la superficie del material al momento del corte, mediante un pirómetro infrarrojo marca CEM DT-886H, que posee un rango de trabajo de entre -30 °C a 900 °C. Para el análisis de la transferencia de calor por pulso de energía, la ecuación 1 propuesta por Çengel y Ghajar (2011), fue utilizada para los cálculos térmicos.
Se limitó al área superficial de 800 mm2. (40 x 20 mm), la misma dimensión de las probetas cortadas. Con el pirómetro se midió la temperatura superficial en la zona de corte (figura 1b) cinco veces, y el valor promedio se consideró para el análisis. La distancia estándar para la toma de las temperaturas fue de 1 metro desde el puntero del equipo hasta 1 cm aproximadamente del haz de corte láser. Luego se determinó la temperatura superficial teórica a través de la ecuación 1, para su comparación con la medición real. Finalmente se determinó la temperatura teórica analítica a 1, 2 y 3 mm del espesor del material
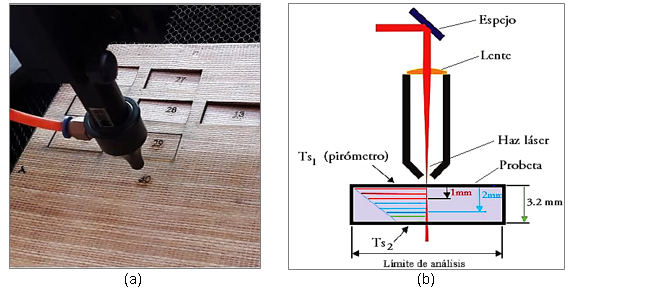
Figura 1: Ensayo experimental de corte láser por CO2 en material compuesto (a), Esquema de la medición del efecto térmico (b).
Una vez obtenidos los datos de rugosidad superficial (Ra) y temperatura superficial (Ts), se realizó el análisis experimental de los efectos de cada uno de los parámetros sobre las variables de respuesta. Además, se presentó los resultados del análisis de varianza Anova, para determinar los efectos significativos de cada una de las variables de entrada o parámetros del proceso estudiado.
3. Resultados
Los valores obtenidos de Ra y Ts de la ejecución experimental se presentan en la tabla 2. A partir del análisis experimental superficie de respuesta se obtuvo los efectos principales de los factores hacia la respuesta rugosidad (Ra) y la temperatura superficial (Ts), para cada uno de los distintos materiales compuestos (figura 2). Se puede observar que los efectos influyentes son el material para el caso de Ra (figura 2a y 2c), siendo la resina poliéster la que presenta menor Ra. Para la potencia y la velocidad de corte presentan influencias distintas; para la CRFB hay una influencia lineal (figura 2c) y para CRFA, la influencia se describe mediante una curva (figura 2a).
Por otra parte, el factor de mayor influencia en la Ts es la potencia de corte láser (figura 2b y 2d). El material es otro factor influyente en la Ts, siendo la resina poliéster quien presenta menor afectación térmica; además, se observa que el grado de influencia térmica es menor en el CRFB (figura 2d). En menor grado, la velocidad de avance influye en la afectación térmica, obteniendo el menor valor cuando se trabaja a velocidades mayor igual a 14 mm/s (figura 2b y 2d).
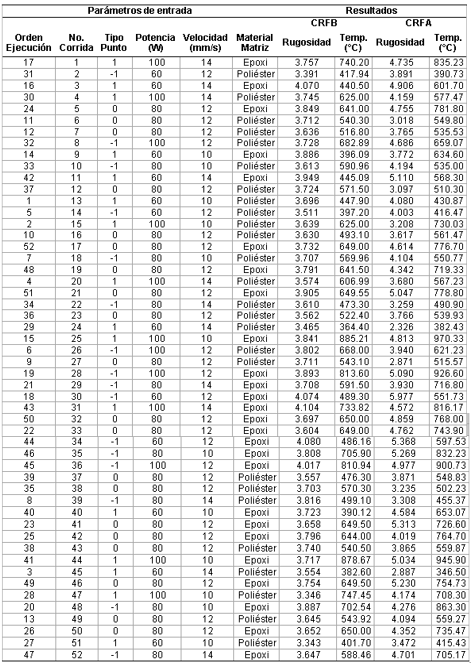
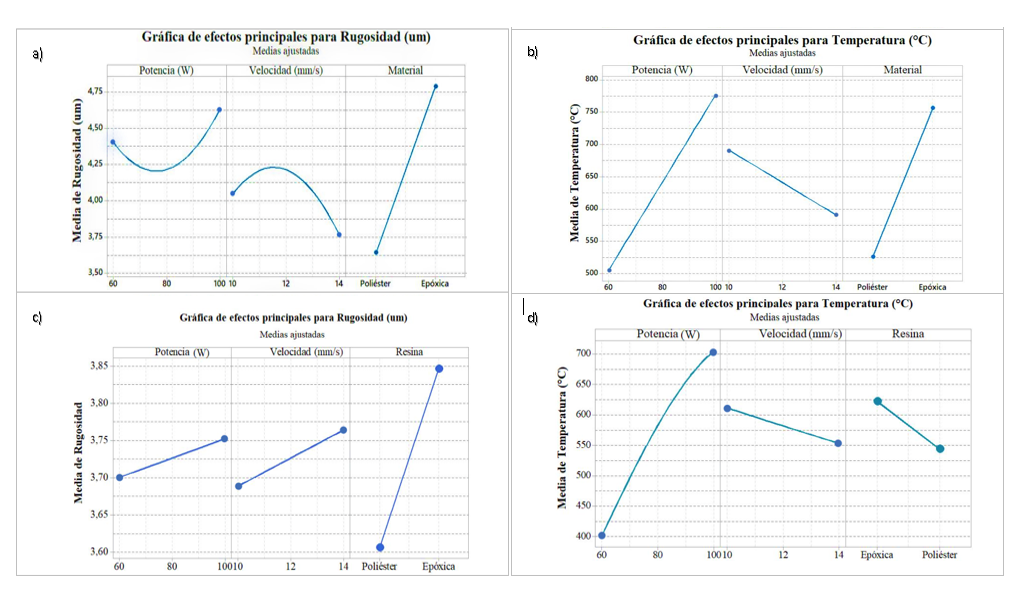
Figura 2: Efectos principales de los factores sobre las variables de respuesta Ra y Ts, a) y b) compuesto reforzado con fibra de arroz, c) y d) compuesto reforzado con fibra de abacá.
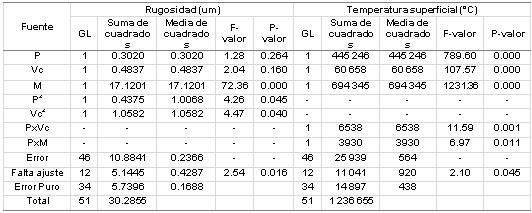
El Anova depurado para Ra y Ts, para cada uno de los materiales con un nivel de significancia del 5 %, se presenta en las tabla 3 y tabla 4. Una vez demostrado el cumplimiento de los requisitos de esta prueba paramétrica los resultados fueron que los modelos explicativos para cada respuesta son aceptables. Para Ra en el material CRFA el R2. ajustado es del 68 % y 98 % para Ts. Por otro lado, el modelo explicativo para Ra en el material CRFB el R2. ajustado es de 54 % y 90.2% para Ts respectivamente. En la tabla se presenta el p-valor de los factores principales y secundarios significativos.
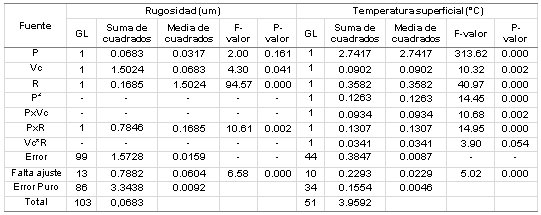
La figura 3 presenta las gráficas de superficie de respuesta, que indica la relación entre los diferentes parámetros de corte por láser y las variables de respuesta para el material CRFA. Las gráficas 3a y 3b de superficie en 3D revelan que si se corta con una potencia de 75W y velocidad de corte de14 mm/s, se obtiene como resultado las menores rugosidades (Ra). Por otro lado, las gráficas 3c y 3d revelan que el menor efecto térmico (Ts), resultado del corte láser, se da cuanto menor potencia y mayor velocidad de corte se utilicen.
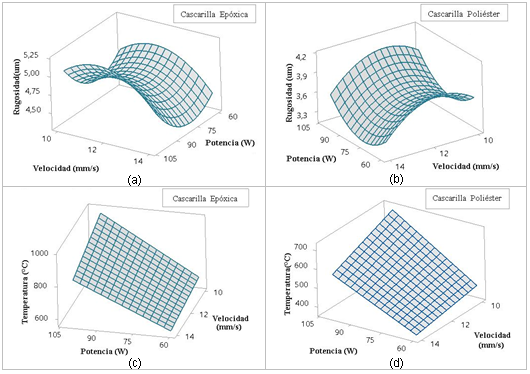
Para el material CRFB, las gráficas de superficie de respuesta se muestran en la figura 4. En matriz epoxi la menor Ra se obtiene utilizando 100W de P a una Vc de 10 mm/s; en cambio en matriz poliéster, la menor Ra resulta del uso de 60W de P con 10 mm/s de Vc. Por otro lado, las gráficas 3c y 3d revelan que el menor Ts en matriz epoxi se da a 60W de P con 10 mm/s de Vc y en matriz poliéster 60W de P con 14 mm/s de Vc.
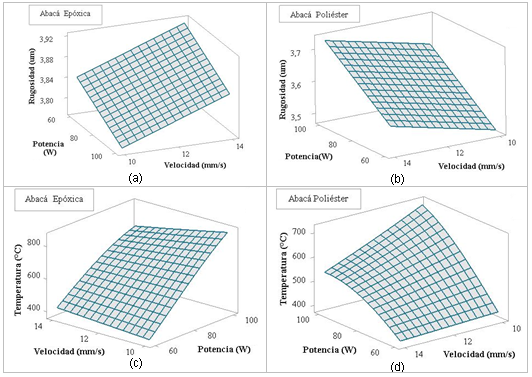
Figura 4: Gráfica superficie de respuesta, (a,b) para Ra y (c,d) para Ts del material CRFB, para los diferentes materiales de matriz.
La inspección del borde cortado desde una vista superior y transversal de la zona de corte de las mejores muestras, para cada tipo de fibra, se muestran la figura 5. El borde cortado de las muestras procesadas indica un acabado más uniforme y limpio en CRFA en matriz poliéster (figura 5a), con respecto al CRFB en matriz poliéster. Se puede apreciar que el corte láser por CO2 corta efectivamente la matriz y fibras de refuerzo naturales sin problema. En las figuras 5b, 5c y 5d se puede ver el corte limpio de las fibras naturales por carbonización y fundición vaporización de la matriz polimérica, resultado de la alta temperatura en el proceso de corte láser.
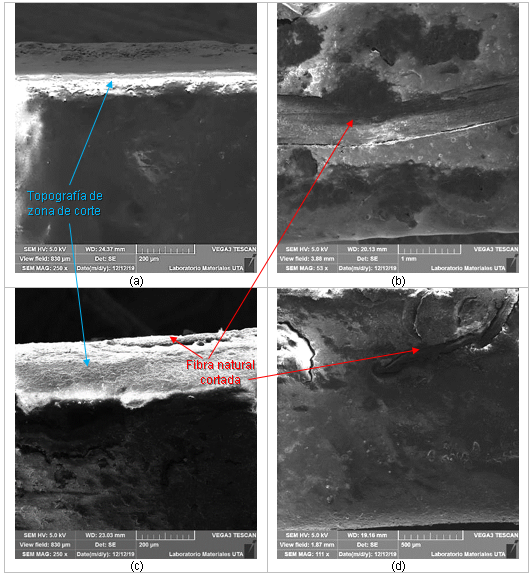
Figura 5: Imágenes de microscopía electrónica de barrido SEM de la zona de corte, (a,c) vista superior y (b,d) sección transversal de la zona de corte para CRFA y CRFB respectivamente.
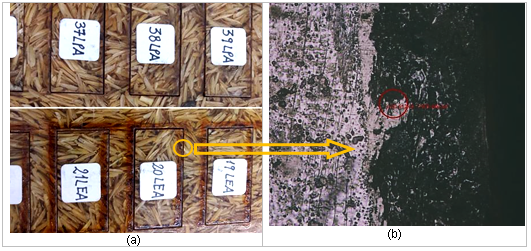
La figura 6a muestra la diferencia de la afectación térmica entre los dos tipos de resinas utilizadas para un mismo material compuesto (CRFA). Se ve con claridad que la resina epoxi presenta una quemadura alrededor del contorno de corte (zona café) de aproximadamente de 2.5 mm, a diferencia de la zona de afectación en el compuesto con matriz poliéster la zona de afectación, que es de aproximadamente 0.6 mm, lo cual evidencia una reacción química por presencia de una alta temperatura concentrada generada por el proceso. Una ampliación del borde de corte en una probeta afectada térmicamente, se observa en la figura 6b. En la mencionada imagen se puede ver dos zonas: la zona clara es la zona café afectada térmicamente, explicada antes, y la zona obscura representa la quemadura del borde de corte del compuesto con un ancho de promedio de 75 micras.
4. Discusión
Interpretar los resultados de acuerdo con estudios similares, es decir correlacionar los resultados del estudio con otros realizados; enunciar ventajas del estudio y sus aportaciones, evitando adjetivos que elogien los resultados.
Los valores óptimos de los parámetros de operación (potencia y velocidad de corte), del proceso de corte por láser de CO2, para el material CRFA, para obtener la mejor rugosidad en matriz poliéster (3,179 μm) y en la matriz epoxi (4,327 μm), es de 76,16 W y 14 mm/s. En particular, el compuesto de matriz poliéster reforzado con cascarilla de arroz muestra el mejor resultado. Por otra parte, al combinar una potencia de 60W con una velocidad de 10 mm/s, para cortar una matriz de resina poliéster, se logra reducir la rugosidad superficial del material y se obtiene un valor de 3.483 μm, y con una potencia de 80 W a 12 mm/s se obtuvo una rugosidad Ra mínima de 3.705 μm sobre la matriz epoxi.
Se evidenció que tanto la potencia y velocidad de corte influyen en la calidad como en el efecto térmico; sin embargo, su comportamiento e influencia es distinto dependiendo del tipo de fibra y material matriz del compuesto. Lo dicho tiene concordancia con trabajos similares como los de A. Riveiro et al.(2012) y A. Riveiro et al.(2017).
Los valores adecuados de operación para el proceso de corte láser de CO., con el cual se consigue la óptima temperatura superficial del material compuesto de matriz poliéster (371.93 °C) y del compuesto de matriz epoxi (577.45°C), reforzados con cascarilla de arroz, es de 60 W de potencia y de una velocidad de corte de 14 mm/s. Con ello se consigue que en los materiales compuestos cortados por rayo láser se queme en menor proporción. Utilizando los parámetros de corte: una potencia de 60W con una velocidad de 10 mm/s y una matriz de resina epoxi, se logra obtener una temperatura superficial mínima de 385.74°C, y para el caso de una matriz poliéster, se logra tener una temperatura superficial de 370.02 °C, al emplear 60 W combinado con 14 mm/s, con lo cual, al utilizar estos parámetros respectivamente, se obtendrá la menor afectación térmica en los compuestos estudiados.
Estas temperaturas provocaron una afectación térmica en los materiales compuestos de 0.6 mm (60 mm) en la matriz de resina poliéster y de hasta 2.5 mm en epoxi. Tales resultados son comparables a estudios similares de corte láser a alta potencia, donde la zona de afectación térmica (HAZ) fue de entre 0.28 a 0.4 mm para diferentes termoplásticos (Choudhury y Shirley, 2010). Asimismo, en matrices termoestables con fibras sintéticas se llegó a obtener una HAZ de 0.54 a 058 mm aproximadamente (Riveiro et al., 2017).
5. Conclusiones y recomendaciones
Cuanto menor tiempo quede el material expuesto al láser, mayor será la calidad de la superficie del material. En el corte por láser, el material es eliminado por la alta energía generada por un rayo láser enfocado, que evapora el material a lo largo de la trayectoria del corte.
El corte láser en CRFA en matriz poliéster presenta la menor rugosidad y además brinda el corte más limpio resultado del corte láser a potencia baja. También se agrega que la afectación térmica es menor y a simple vista no es notorio, a diferencia de la afectación térmica sobre la resina epoxi.
Mediante los resultados de la rugosidad promedio (Ra) de los materiales compuestos manufacturados por corte láser CO., se determinó que se encuentran dentro del rango aceptable [6,3 – 1,6] mm, que establece la norma ISO 1302, es decir que ambos materiales compuestos presentan un buen acabado superficial.
La selección minuciosa de los parámetros de procesamiento permite obtener cortes con buena calidad (cortes limpios sin delaminación), lo que permite expresar que es una tecnología apropiada para cortar este tipo de materiales como una opción alterna a los procesos de manufactura convencionales. Esto abre una brecha importante para explorar aún más si el corte con láser CO2 de baja potencia puede reemplazar el corte mecánico en términos de precisión, productividad y costos.

