











 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
Permalink1. Introducción
El mecanizado por electroerosión (EDM) es uno de los procesos de mecanizado no convencionales más utilizados en la industria de la conformación plásticas e inyección de materiales por fundición. Este mecanizado es capaz de manufacturar piezas eléctricamente conductoras o parcialmente conductoras de formas complejas independientemente de su dureza debido a que su ventaja distintiva de proceso se basa en la eliminación de material sin contacto (Kunieda, Lauwers, Rajurkar, & Schumacher, 2005). El proceso se basa en la eliminación de material por efectos térmicos de fusión y evaporación mediante descargas eléctricas de alta temperatura bajo un baño de un líquido dieléctrico. El calor generado por el proceso es disipado por la herramienta, la pieza de trabajo y el líquido dieléctrico; este último también realiza las veces de limpiador superficial de residuos de material de la herramienta y material producto de las microdescargas.
Se ha observado que hay muchas variables del proceso EDM que afectan el acabado superficial de los elementos manufacturados. En publicaciones anteriores (Banker, Prajapati, Prajapati, & Modi, 2014; Roy & Dutta, 2014; Singh, Kasdekar, & Parashar, 2015; Sohani, Gaitonde, Siddeswarappa, & Deshpande, 2009) se ha informado que las variables más importantes son el nivel de intensidad, la duración del impulso de corriente, el voltaje, la polaridad del electrodo, las propiedades térmicas de la herramienta del material trabajado, el dieléctrico y la forma del herramental. Para la prácticas de mejoramiento de la electroerosión, variables como la tasa de eliminación de material (MRR), la tasa de desgaste de la herramienta (TWR), y la calidad de la superficie (SR) han sido muy utilizadas para optimizar y satisfacer los requerimientos de la industria (Wu et al., 2016; Yahya & Manning, 2004).
El desgaste que se produce en los electrodos en el proceso de electroerosión inciden en la precisión geométrica de las piezas de trabajo (Shrivastava & Sarathe, 2014). Autores como (Lee, Lim, Narayanan, & Venkatesh, 1988) reporta que la calidad superficial es afectado por el tiempo de pulso y la intensidad de corriente, mientras cuantifican el daño sobre superficies electroerosionadas de diferentes aceros de herramienta. Además, varios estudios han obtenido modelos para valorar el desgaste de las herramientas, la tasa de remoción de material y la rugosidad superficial, en función de la duración de pulso, la intensidad de corriente, entre otros factores (Amorim, Weingaertner, & Bassani, 2010; Pandey & Jilani, 1987).
En este contexto, la tecnología EDM ha avanzado como un proceso importante en la fabricación de moldes de productos de alta precisión; por lo tanto, la búsqueda de mejores parámetros para los logros en la industria de la fabricación ha sido la preocupación y el interés de varias investigaciones. Estudios realizados por (Lin, Lin, & Ko, 2002; Marafona & Wykes, 2000; Su, Kao, & Tarng, 2004) emplean análisis estadísticos mediante arreglos ortogonales, lógica difusa y análisis avanzados como redes neuronales para la optimización del proceso de electroerosión. No cabe duda que los diseños experimentales como método de Taguchi son de gran ayuda a la experimentación técnica (Cuenca, Paredes, & Cóndor, 2016; Mitra, Jawarkar, Soni, & Kiranchand, 2016; Montgomery, 2017).
En la práctica, la intensión del proceso EDM es lograr una alta tasa de eliminación de material, más un pequeño desgaste del electrodo con una baja rugosidad superficial; por lo tanto, en este trabajo, se realizó una secuencia de experimentos con el objetivo de proporcionar directrices útiles para optimizar el EDM analizando el desgaste y la rugosidad superficial bajo los efectos del tipo de material de la herramienta, su geometría, tiempo de ciclo y la profundidad de corte.
2. Materiales y Metodología
2.1. Proceso de electroerosión
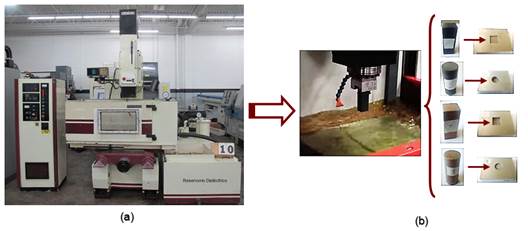
La experimentación del proceso de Electroerosión por penetración se efectuaron en condiciones de mecanizado sumergido “Diesinking-EMD” en dieléctrico diésel utilizando una máquina EMD marca Chevalier modelo DM-540 con control Bipulsos CC una fuente de poder de 75 amperios. El tanque de almacenamiento dieléctrico es de 1200x700x500 mm y un desplazamiento lineal tridimensional de: X-500, Y-400, Z-200 mm respectivamente. El montaje experimental para las pruebas de electroerosión se muestra en la Figura 1. La pieza de trabajo utilizado fue un bloque de microfundición de aluminio de 75x75x12 mm. La composición química de la microfundición de aluminio se presenta en la Tabla 1, obtenidas por prueba de espectrometría. Las propiedades físicas y mecánicas se detallan en la Tabla 2.


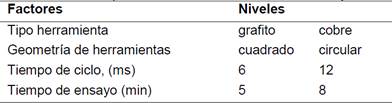
Para los ensayos de electroerosión se empleó un diseño experimental de cuatro factores (un categórico y tres numéricos) a dos niveles cada uno como se muestra en la Tabla 3.
2.2. Herramientas
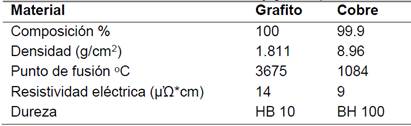
Para la experimentación se utilizó cobre y grafito, dos materiales eléctricamente conductores para emplearlos como electrodos; se adquirió cada uno de los materiales de formas circular y cuadrada y con una longitud suficiente para la realización del experimento (Tabla 3). Otro aspecto de importancia para los electrodos utilizados en EDM es el bajo desgaste de los mismos durante la operación, es decir los materiales de los electrodos deben tener alto punto de fusión (Sanghani & Acharya, 2014). Las propiedades de los electrodos de cobre y grafito se muestran en la Tabla 4. Las dimensiones de los electrodos redondos de ambos materiales se establecieron en 2 pulgadas de largo y – de diámetro, mientras que para la geometría cuadrada también el largo se mantuvo en 2 pulgadas, y cada lado del cuadrado en – de pulgada.
Tabla 4 - Propiedades físicas de los electrodos de cobre y grafito (Santamaría Zambrano, 2017)
2.3. Medición de la rugosidad (Ra) y la tasa de remoción de material (MRR)
La rugosidad media (Ra) se midió utilizando un rugosímetro marca MITUTOYO modelo SJ 210, calibrado bajo la norma ISO 1997 con longitud de corte λc = 0.8mm y radio λs = 2.5mm. Se realizó 4 medidas en cada probeta para minimizar el error y luego se promedió para obtener el Ra correspondiente a cada ensayo.
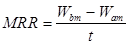
El MRR se define como la proporción del cambio en la pieza de trabajo del peso inicial menos el peso obtenido luego del proceso de EDM, dividido para el tiempo de duración del ensayo, y se calcula mediante la Ecuación 1.
 (1)
(1)
Donde:
Wbm = Peso de la pieza antes del mecanizado por EDM (g), Wam = Peso de la pieza después del mecanizado por EDM (g) y t = Tiempo de duración de cada ensayo (min).
2.4. Análisis experimental
El objetivo fue la optimización del mecanizado por EDM, por lo cual el método de Taguchi se perfiló como la mejor opción, siendo uno de los métodos más efectivos en la determinación de los parámetros de control óptimos de mecanizado que brindan las mejores cualidades sobre las variables de respuesta, mismas que para el presente estudio fueron: la rugosidad media (Ra) y la tasa de remoción de material (MRR). Taguchi se basa en el empleo de matrices o arreglos ortogonales que constituyen técnicas estadísticas que sirven para estimar y cuantificar el efecto de las variables de control tanto en respuesta media como en desviación. Otro aspecto positivo es que Taguchi reduce el número de ensayos requeridos para la experimentación mediante la prueba en pares de combinaciones siendo más conciso y eficiente que otros métodos estadísticos ahorrando recursos y tiempo al investigador. La selección de las condiciones de análisis como “el menor es mejor” y “el mayor es mejor” se muestra en la Ecuación 2 y en la Ecuación 3 respectivamente.
 (2)
(2)
 (3)
(3)
Los datos de la experimentación son transformados en datos señal-ruido (SN). Para cada factor de control se obtiene el S/N más crítico. Las letras A-D representan cada uno de los factores de control y los números 1-2 representan los niveles.
3. Resultados y Discusión
3.1. Análisis experimental
La Tabla 6 presenta los resultados experimentales para la rugosidad superficial (Ra) y desgaste de las herramientas usando el método de Taguchi. Para el caso del MRR se empleó la Ecuación 3, ya que el objetivo es la mayor remoción de material en menor tiempo posible; por el contrario, la rugosidad media (Ra) mientras sea menor quiere decir que el acabado superficial es mejor, por lo cual se ocupó para este caso la consideración “menor es mejor” de la Ecuación 2.

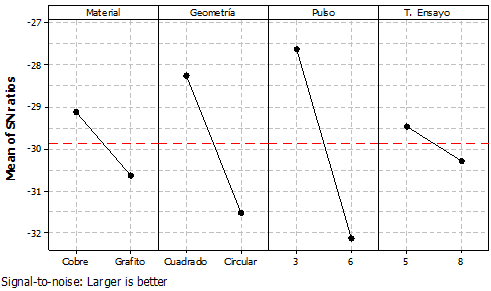
Como se observa en la Tabla 7, los parámetros de control óptimos S/N para MRR se establece el material del electrodo en el nivel 1 correspondiente al material cobre, en cuanto a la geometría de los electrodos el mejor es el nivel 1, lo que significa que la geometría cuadrada es mejor que la geometría circular, en lo correspondiente a la duración del pulso nuevamente el nivel 1 vuelve a ser el mejor, entonces se tiene que con 3 segundos de pulso existe mayor tasa de remoción de material que con pulso de 6 segundos. Finalmente, para el tiempo de duración del ensayo a nivel 1 repite en ser el mejor, con el tiempo de ensayo de 5 minutos se demostró mayor eficiencia que al ensayar con 8 minutos. Los resultados numéricos se los puede visualizar en la Figura 2.

La Figura 2 y la Figura 3 muestran gráficamente el comportamiento de cada parámetro de control y su efecto particular en proceso de electroerosión, sea que se trabaje con electrodo de cobre o grafito.
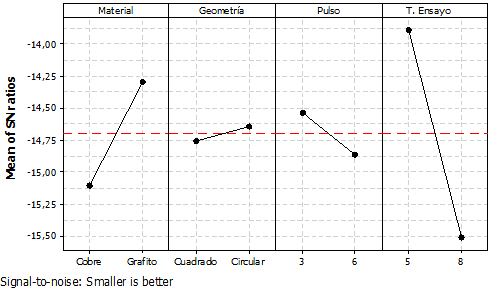
Entre los parámetros de control óptimos S/N para Ra se encontró que el material en el nivel 2 es más eficiente, con lo cual se interpreta que el material grafito provee mejor rugosidad que el material cobre. En lo referente a la geometría, el nivel 2 es mejor; es decir que, la geometría circular es mejor que la geometría cuadrada en Ra. El tiempo de pulso, al igual que en el caso de MRR, es más eficiente en el nivel 1. El tiempo de ensayo también se ubica en el nivel 1 como el nivel óptimo, con lo cual se tiene que nuevamente electroerosionar 5 minutos resulta ser más eficiente que 8 minutos. Para corroborar los resultados se tiene la Figura 3, donde se puede visualizar lo manifestado.
3.2. Análisis ANOVA
El análisis de varianza ANOVA es una técnica estadística muy útil para revelar el nivel de significancia de cada factor de control respecto a las variables de salida. Separa individualmente el efecto de estas, incluso del error para poder determinar cuales tienen mayor influencia para convertirse en el foco de atención para futuros ensayos.
De la Tabla 8, se puede extraer que para MRR el parámetro de control que presenta mayor influencia es el tiempo de pulso con el 23.42% de porcentaje de contribución. Luego la geometría del electrodo también tiene significancia con el 10.75 %. El tercer factor a tener en cuenta es el tipo de material con el 7.04%, mientras que casi sin porcentaje de contribución 1.97% se encuentra el tiempo de duración del ensayo.
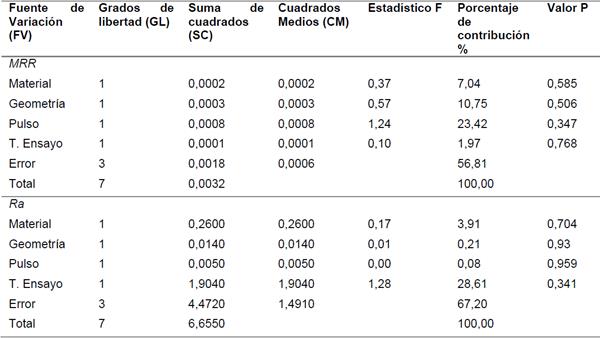
Nótese que el porcentaje de contribución del error es elevado para MRR y Ra con 56.81% y 67.20% respectivamente. En lo referente a Ra, se obtiene que el tiempo de ensayo influye mayoritariamente por encima de los otros factores de control con 28.61% de porcentaje de contribución, luego con 3.91% el tipo de material del electrodo es el segundo factor de control de importancia y los otros dos factores tanto el tiempo de pulso y la geometría no tienen efecto estadístico sobre Ra.
Cuando la necesidad de proceso de desbaste a bajo amperaje se trate, se evidencia que el cobre con una geometría rectangular del electrodo se procesará eficientemente (T Muthuramalingam & Mohan, 2013; T. Muthuramalingam & Mohan, 2015; Srinivasa & Eshwara, 2018; Tiwari, 2017). En contraste con (Ali et al., 2015; Kumar, Kumar, Tewatia, & Yadav, 2012), los resultados de (MMR) y (Ra) pueden cambiar al trabajar con altos amperajes, consecuentemente los rangos de trabajo de cada parámetro así como el tipo de material y dieléctrico son trascendentalmente importantes. Según los resultados obtenidos, la geometría del electrodo es importante a la hora de remover el material, pero no es significativo a la hora de evaluar la rugosidad superficial. En aplicaciones reales, como por ejemplo la electroerosión de forma en moldes de plantas de calzado es una realidad común. Esta industria combina múltiples formas rectangulares y circulares constantemente; Por lo tanto, Esto no tienen implicación significativa sobre (Ra).
A la hora de electroerosionar, el parámetro tiempo de ensayo se transforma en profundidad de corte. Es decir, cuanto más tiempo se mantiene electroerosionando mayor será la profundidad a la cual se esté mecanizando el material. Del análisis experimental y estadístico se puede precisar que la profundidad de corte en EDM no tiene mayor variación en la tasa de remoción de material (MRR) (Figura 2 y Tabla 8), pero sin duda que a mayor profundidad de corte MRR re reducirá ligeramente de forma proporcional. En cambio, al considerar la rugosidad superficial (Ra) la profundidad de corte tiene un impacto sustancial pero con un efecto inverso. Esto quiere decir que la rugosidad se va estabilizando de mayor a menor valor a medida que la profundidad de corte aumenta. Por lo tanto, el electrodo de cobre será una opción adecuada a la hora de mecanizados profundos y de larga duración de trabajo, concordando con estudios referentes (Ali et al., 2015; T. Muthuramalingam & Mohan, 2015)
3.3. Análisis de Regresión
Las ecuaciones de regresión se utilizan para desarrollar fórmulas matemáticas que permitan predecir el comportamiento de los factores de control respecto a un factor de salida con el afán de a futuro predecir el comportamiento de una cualidad antes de iniciar el mecanizado. Se utilizaron las siguientes nomenclaturas para el desarrollo de las ecuaciones de regresión tanto lineal como cuadrática: material (M), geometría (G), pulso (P) y tiempo de ensayo (T).
Las ecuaciones obtenidas para MRR y Ra, se detallan en la Ecuación 4 y en la Ecuación 5 respectivamente, con un R-Sq =58.0%, R-Sq(adj) = 16% y un R-Sq = 40,5%, R-Sq(adj) = 0,0% respectivamente.
 (4)
(4)
 (5)
(5)
Las ecuaciones muestran una confiabilidad o nivel de ajuste de 58% y 40.6% para MRR y Ra respectivamente, esto tiene relación al porcentaje de contribución del error elevado dado en el análisis ANOVA (Tabla 8). Los resultados permitieron generar ecuaciones lineales donde se observa que para MRR tuvo mayor ajuste que para RA, lo cual indica que es más fácil predecir el comportamiento de MRR que el de Ra.
3.4. Imágenes SEM sobre superficie de herramienta y material erosionado
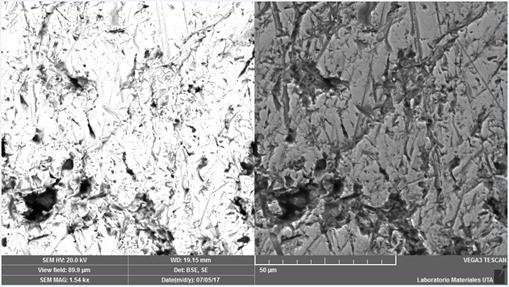
Luego de los ensayos de electroerosión, se obtuvieron las siguientes imágenes SEM sobre la superficie de la herramienta de cobre. La estructura macro del electrodo desgastado después del ensayo de mecanización por electroerosión de penetración EDM se muestra en la Figura 4, donde se ve una doble imagen SEM de 40 aumentos con un nivel de energía de 20 KV. Las imágenes de la izquierda nos presentan la imagen SEM obtenida de electrones retro-dispersos y las de la derecha imágenes obtenidas del detector de electrones secundarios.
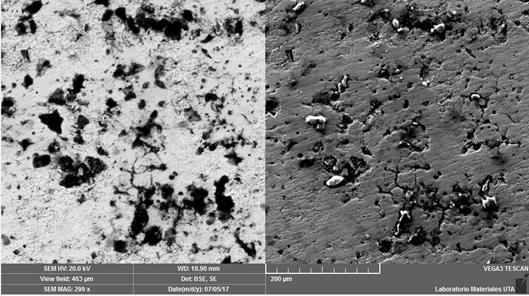
Fig. 4: Residuos de mecanización carburos impregnados sobre la superficie del electrodo de Cobre, imagen SEM BSE y SE
En la misma figura podemos observar la morfología de la superficie del electrodo de cobre luego de la mecanización de 6 mm de profundidad. En la imagen de electrodispersos se puede observar el contraste entre la zona de la matriz (Cobre en escala de grises en color claro) y las sombras de residuos de carburos residuales de la fusión de la electroerosión. El contraste se produce por la diferencia del número atómico entre el cobre y el carbono. También se evidencia una pequeña zona de la superficie del electrodo de cobre desgastado; donde se puede apreciar pequeñas inclusiones de partículas de aluminio (zonas grises) de nivel intermedio a parte de los residuos de carburos consecuencia del dieléctrico utilizado (Diesel).
Como se conoce que las descargas eléctricas en EDM son en un número de miles por segundo, esto produce pequeñas implosiones en la interacción herramienta y material mecanizado. Dichas implosiones dejan cráteres de forma irregular sobre la superficie tanto del material como de la herramienta de trabajo. Este fenómeno mencionado se puede apreciar en la Figura 5, donde la superficie tiene su defecto morfológico.
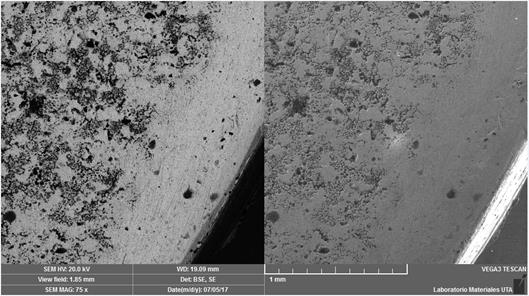
Un efecto especial evidenciado en los bordes de la herramienta es que los daños por las microdescargas del proceso no afectan en gran medida en los bordes de la herramienta de cobre. En la Figura 6 se muestra una sección del borde de la herramienta, donde se puede apreciar que a medida que se aproxima al borde de la herramienta, la afectación superficial de las descargas sobre la topografía superficial del material es menor.
La Figura 7 muestra el efecto combinado de los parámetros de entrada sobre la topografía superficial de la microfundición. En las imágenes se muestran una uniformidad topográfica lograda por el electrodo de cobre redondo con amperaje de 5, un pulso de 6 y a una profundidad de 5 mm. La alta energía de descarga resulta en la fusión y evaporación del material de trabajo que causa la formación de burbujas de gas que explotan cuando la descarga termina. La explosión de burbujas de gas provoca la generación de energía a alta presión que crea cráteres de tamaño en la superficie de trabajo. El diámetro y la profundidad del cráter aumentan a medida que aumenta la corriente de descarga y el tiempo de activación del pulso incidiendo por lo tanto en el aumento de la rugosidad superficial. Estos hallazgos concuerdan con estudios similares con diferente material reportados por (Castillo, I. H., López, O. S., Romero, G. A. L, & Roldán, C. H. C., 2018; Klocke, Schwade, Klink, & Veselovac, 2013), donde muestra que los niveles de corriente de pulso y tiempo de pulso influye significativamente en la rugosidad media obtenida (Ra); es decir, son directamente proporcionales.
El tamaño de los cráteres de electroerosión en las condiciones indicadas se encuentra en un promedio de 60 µm como se evidencia en la imagen a 200 µm (Figura 7, izquierda). La alta energía de descarga da como resultado la formación de cráteres superpuestos y profundos con diámetros de gran tamaño, esto da lugar a una alta densidad de glóbulos de material derretidos. En la imagen a 20µm (Figura 7, derecha), muestra una sección limpia sin glóbulos de material derretido por el bajo nivel energético empleado en la electroerosión. Este bajo nivel energético se debe al uso del dieléctrico diésel para el proceso y a la estabilidad lograda dentro de los parámetros experimentales.
4. Conclusiones y Recomendaciones
Los factores de entrada: material y geometría de la herramienta, son los factores que influyen en menor grado sobre el acabado superficial de la microfundición de aluminio. Por otra parte, el pulso y la profundidad de corte influyen notablemente sobre el desgaste de la herramienta.
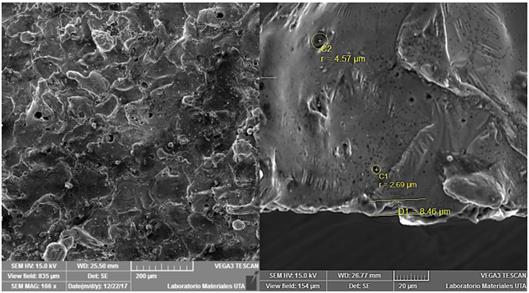
Fig. 7: Topografía de la superficie de microfundición de aluminio electroerosionada a 200µ y 20µ respectivamente
Es poco probable que tenga una superficie lisa cuando se mecaniza por técnica EDM porque “sus cortadores” son la serie de chispas de alta energía corta duración. Esto no se pueden controlar para proporcionar una superficie lisa y acabada idealmente, pero se puede obtener una calidad aceptable para la mayoría de requerimientos industriales.
Usando análisis de varianza (ANOVA), se encontró que un aumento de la energía de descarga resulta en un alto valor de (MRR), pero afecta negativamente a la (Ra). El tiempo de pulso es el factor que mayor influye en la tasa de remoción de material (MRR) con el 23.42% del porcentaje de contribución, mientras que para la rugosidad (Ra) el mayor porcentaje de contribución lo encontramos para el tiempo de ensayo con 28.61%.
Con el electrodo de cobre se obtiene mejor MRR, pero con el electrodo de grafito la rugosidad es mejor, de igual forma la geometría cuadrada es más eficiente que la geometría circular para MRR, mientras que para Ra es lo inverso. Con un pulso de 3 s y tiempo de ensayo de 5 min tanto MRR como Ra mejoraron.
Se recomienda utilizar un bajo amperaje al trabajar con dieléctrico diésel, ya que mejora el acabado superficial disminuyendo notablemente los restos de material derretidos. El uso de dieléctrico diésel se justifica por su buen funcionamiento y su bajo costo local.

