











 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
PermalinkIntroducción
En la actualidad, la manufactura enfrenta una siempre creciente y variable demanda de productos con mayor personalización, lotes de tamaño más pequeño, cambios repentinos en la cadena de suministro, hasta interrupciones, volviéndose esenciales los sistemas con características de flexibilidad, modularidad e interoperabilidad, con lo cual los sistemas tradicionales y sus enfoques de gestión requieren de una mejora para adaptarse a tales demandas (Lu, Morris, & Frechette, 2016; Zhang & Tao, 2016). Los avances tecnológicos incitan a este cambio crucial en la manufactura, desde los sistemas de gestión hasta los niveles de control de producción, los cuales comprenden una amplia gama de elementos físicos, en coordinación con sistemas de información y software, necesarios para alcanzar los objetivos de la empresa, como el incremento de la producción, la disminución de costos y la mejora de la calidad. Dicha gama de dispositivos empleados conlleva un inherente grado de complejidad con la cual se estructura toda una planta, donde se prevé también exista la tendencia a la mejora y, por tanto, a cambios parciales o completos en su conformación tecnológica. Esto establece determinadas desventajas dentro de sistemas que trabajan con plataformas software o hardware en los cuales en su configuración de fábrica no está permitida la operabilidad con otros elementos que no sean de su misma firma, lo cual tiende al incremento de costos para la implementación o adaptación de nuevos elementos para conseguir el proceso deseado.
A fin de dominar tal complejidad son necesarios métodos y conceptos aplicados al completo ciclo de vida de esta red de dispositivos y de información, motivándose la necesidad de transición de un sistema centralizado a uno descentralizado. Así, el estándar IEC-61499 se enfoca en reducir los inconvenientes de flexibilidad y tiempos de respuesta en los sistemas automatizados, y su arquitectura de referencia provee una manera de desarrollar, mantener y mejorar tales sistemas (Cruz Salazar & Rojas Alvarado, 2014). En el campo de los procesos industriales, la producción por lotes y recetas modificables, trajo consigo la implementación de sistemas flexibles para la fabricación de diferentes productos dentro de una misma planta. Ello condujo a los requerimientos para el control de procesos, planteados en la norma ANSI/ISA 88 (Melik-Merkumians et al., 2012), la cual fue inicialmente direccionada a procesos por lotes, pero también permite abordar funciones de manufactura discreta y procesos continuos, para satisfacer cuestiones relacionadas con la planeación, programación y control de actividades y datos entre los diferentes niveles del sistema (Vegetti & Henning, 2014).
En este artículo se propone el trabajo conjunto entre la norma ISA-88, la cual provee modelos para el diseño de sistemas por lotes y propone un proceso de desarrollo para diseñar el Diagrama de Control de Ejecución (del vocablo inglés Execution Control Chart - ECC) de las aplicaciones, los cuales al ser implementados usando la IEC-61499, permiten la completa implementación de un sistema de control automático y distribuido a la medida del proceso industrial, de una manera sencilla y destinando menos horas de ingeniería para lograrlo.
La estructura del artículo es la siguiente: la Sección 3 describe algunos conceptos sobre los estándares industriales que pueden usarse en el proceso de fabricación por lotes e indica la metodología de modelado del ECC basado en ISA-88 para la norma IEC-61499, la Sección 4 presenta las metodologías desarrolladas para diseñar e implementar el Diagrama de Control de Ejecución basado en ISA-88, la Sección 5 ilustra un caso de estudio en el cual la arquitectura diseñada servirá para implementar SIFB para el proceso por lotes de control y finalmente algunas conclusiones y trabajos en curso se muestran en la Sección 6.
Trabajos relacionados
El objetivo de esta sección es introducir las tecnologías existentes que pueden adaptarse a la automatización de sistemas industriales mediante la norma IEC-61499 e ISA-88. En este sentido, se presenta una visión general de trabajos relacionados, paradigmas y tecnologías de implementación propuestas en diferentes publicaciones.
Muchos investigadores comparten sus ideas sobre el desarrollo y aplicabilidad de la norma IEC-61499 para mejorar el control dentro de procesos industriales. En (Van Der Linden et al., 2011), (Galleguillos, Altamirano, García, Pérez, & Marcos, 2017) y (Scholten, 2007) los autores ofrecen un acercamiento al lector sobre los conceptos básicos que se ven involucrados, en conjunto con su uso a la par con la norma ISA-88 para el desarrollo de sistemas de control a la medida del proceso. Su propuesta de control busca establecer un camino para la migración de la antigua norma IEC-61131, a un modelo más flexible mediante una aproximación de tres partes: el desarrollo de componentes funcionales, descripción del modelo de procedimiento mediante modelos SIPN (signal interpreted Petri nets) y mapeo del modelo SPIN a una red de FBs como las aproximaciones introducidas en (de Sousa, 2010) y (Dimitrova, Panjaitan, Batchkova, & Frey, 2008).
Poco a poco continúa el desarrollo de la norma IEC-64199, y con esto en trabajos como (Thramboulidis, 2016) se presenta una investigación sobre la factibilidad de implementar SOA (service oriented architecture) en la industria de la automatización, en donde se demuestra que basándose en las definiciones de implementación de SOA con IEC-61499, cualquier tipo de FB y sus instancias pueden ser dinámicamente creadas o eliminadas, sin generar interrupciones en la ejecución normal del sistema. Con esto, adicionalmente se puede alterar el código implementado para generar actualizaciones del sistema en tiempo real. Otra propuesta similar se genera en (Bosch & Lalonde, 2016), donde se presenta una aproximación que integra tres diferentes formalismos: IEC-61499, ISA-88 y SIPN; para obtener un control reconfigurable basado en componentes de software reusables.
En (Ivanova et al., 2009), se emplean redes de Petri basados en PFCs para establecer el procedimiento que seguirán tres FBs, un programador, un selector y un sincronizador, para su interacción con las salidas del sistema solo mediante eventos. A diferencia del presente informe que plantea el diseño de FBs mediante el procedimiento basado en los modelos de la ISA-88 y en SFCs, enfocado en distinguir funcionalidades independientes. En (Lepuschitz & Zoitl, 2016), en su tercer enfoque plantea en el nivel de fase, un modelo de control que separa la máquina de estado, un manejo de fallas y comandos y un control en diferentes FBs para el control de una fase, con la inclusión de un FB para la comunicación con el sistema. En el presente informe, un módulo de equipo puede ejecutar diferentes fases mediante un FB que encapsula su funcionalidad y está disponible para gestionar su interacción con los niveles superiores a conveniencia del desarrollador. La idea es organizar toda la información en torno a la ISA-88 para tomarla como guía en el desarrollo de aplicaciones con bloques de control.
Metodología
El objetivo de esta sección es introducir conceptos generales de las tecnologías existentes que pueden adaptarse a la automatización industrial por lotes mediante el uso de las normas IEC-61499 e ISA-88.
Normas industriales
ANSI/ISA-88
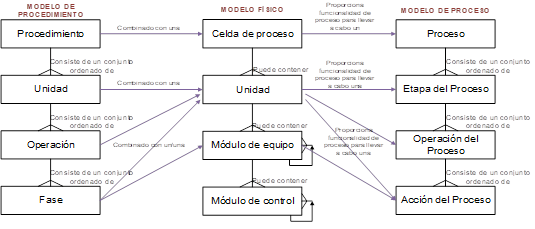
La ANSI/ISA-88 organiza la información a lo largo de tres diferentes perspectivas: el modelo físico, el modelo de proceso y el modelo de control de procedimiento (International Society of Automation, 1995). El modelo físico organiza jerárquicamente los elementos físicos de la producción. El modelo de proceso organiza jerárquicamente las funciones que se llevan a cabo. El modelo de control de procedimiento representa el equipo orientado a las acciones en una secuencia ordenada.
Una receta de la ISA-88 provee la información necesaria para definir los requerimientos de manufactura para un producto específico. Se establecen cuatro tipos de recetas, la receta general y la receta de sitio son formuladas independientemente de la información del equipo y se estructuran de acuerdo con niveles superiores en la empresa. La receta maestra y la receta de control son estructuradas de acuerdo con el modelo de control de procedimiento. Una receta se compone de cinco partes que estructuran la información: encabezado, fórmula, requerimientos del equipo, procedimiento y otra información relativa.
La idea principal es proveer una metodología para separar e identificar el procedimiento y el equipo de control lo cual permite emplear el mismo equipo para diferentes propósitos de manufactura. La ISA-88 también define el diagrama de función de procedimiento (procedure function chart, PFC), el cual representa la secuencia de ejecución de los elementos del procedimiento que comprende la receta (International Society of Automation, 2001).
IEC-61499
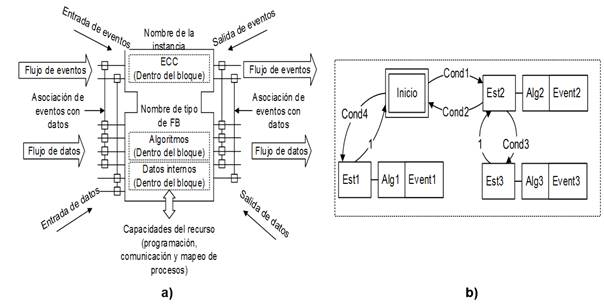
Provee una arquitectura para desarrollar sistemas de procesos, medición y control industrial (industrial process, measurement and control systems, IPMCS) en un nivel físico, lógico y conceptual, independientemente de la plataforma empleada. Sus objetivos se resumen tanto en la portabilidad de proyectos como en la configurabilidad e interoperabilidad de dispositivos. Su núcleo es el bloque de función (function block, FB) que encapsula una unidad funcional de software. La interfaz de un FB (Figura 1a) tiene dos tipos de entrada/salida: eventos y datos. La ejecución de un FB es desencadenada por eventos. Los datos se validan en las entradas/salidas del FB al ingreso/salida del evento (asociación de eventos con datos) (Batchkova, Popov, Karamishev, & Stambolov, 2013; Strasser & Zoitl, 2016).
Se definen tres tipos de FBs: bloque de función básico (basic function block, BFB) que encapsula funciones; bloque de función compuesto (composite function block, CFB) que encapsula redes de bloques de función para construir otras funciones; bloque de función de interfaz de servicio (service interfaz function block, SIFB) que gestiona la comunicación entre entidades. El comportamiento de un BFB es manejado por un diagrama de control de ejecución (execution control chart, ECC) que relaciona sus eventos y algoritmos a base de estados y transiciones (Figura 1b). Los algoritmos pueden ser elaborados con cualquier lenguaje de la IEC 61131-3 o cualquier otro lenguaje de alto nivel.
Para modelar un IPMCS, el estándar presenta: el modelo de aplicación (Figura 2a) que es una red de FBs; el modelo de recurso (Figura 2b) provee los medios necesarios para la ejecución y comunicación de las redes de FBs; el modelo de dispositivo (Figura 2c) representa un dispositivo físico que ejecuta la red de FBs; el modelo de sistema (Figura 2c) es una colección de dispositivos y los medios que los comunican. Una aplicación puede ser distribuida entre recursos o dispositivos, este es un modelo de distribución (Strasser & Zoitl, 2016; Zoitl & Lewis, 2014).

Bases de la norma ISA-88
Los modelos de la ISA-88 permiten estructurar y organizar la planta, tal que, combinar un elemento del modelo de control de procedimiento con un elemento del modelo físico, provee funcionalidad a entidades del equipo para llevar a cabo una parte del proceso. Así, se deberá conocer el equipo físico, la secuencia de las operaciones o el flujo del material a través del equipo y otra información de utilidad para ser trasladado a los modelos de la Figura 3. Con ello, se describe el producto a elaborar y cómo se ha de conseguir. Dicha información se plantea en recetas, estructuradas de acuerdo con la ISA-88. Las recetas no controlan el proceso, solo contienen información relacionada al proceso para un producto específico (International Society of Automation, 1995). Esto permite al equipo de proceso ejecutar diferentes funciones sin tener que redefinir el equipo de control por cada producto.
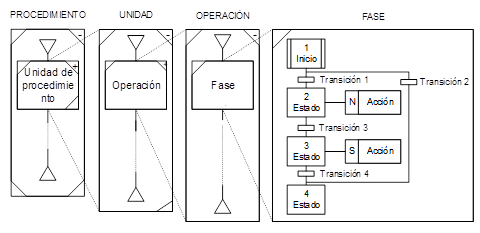
A pesar de encontrarse en una norma internacional, la representación gráfica del procedimiento de las recetas por medio de PFCs, según (Vegetti & Henning, 2014) y (Ivanova, Batchkova, Panjaitan, Wagner, & Frey, 2009), se considera un método semiformal. De acuerdo con (Melik-Merkumians, Baierling, & Schitter, 2016), la semántica de ejecución de procesos de la ISA-88 es similar tanto al enfoque de las redes de Petri como al diagrama de función secuencial (sequential function chart, SFC). En (Bosch & Lalonde, 2016), la ISA-88 presenta al PFC y al SFC como dos conceptos similares, pero un SFC no puede ser jerárquico y un PFC no puede ser ejecutable, así, la jerarquía de un PFC contiene en su nivel más bajo (nivel de fase) al SFC que si se puede ejecutar. Con ello, el procedimiento, la unidad de procedimiento y las operaciones se modelan en PFCs y las fases se modelan en SFCs, las cuales contienen los pasos, transiciones y acciones del procedimiento (Figura 4).
El lenguaje SFC es flexible y puede ser usado desde un alto nivel, como describir estados del proceso, hasta un bajo nivel, para establecer los eventos dentro de los estados (Hanssen, 2015) y es uno de los lenguajes de la IEC-61131-3 es posible su comprobación. Los lenguajes SFC y ECC tienen similitudes en sus formas estado-transición, sin embargo, cada uno tiene un comportamiento y funciones diferentes. El SFC permite estructurar programas de manera secuencial. El ECC establece la relación de ejecución entre eventos y algoritmos pero carece de transiciones temporizadas y la ejecución de estados paralelos (Zoitl & Lewis, 2014; Zoitl & Prähofer, 2013). De acuerdo con (Campanelli, Foglia, & Prete, 2015) y (Dai, Dubinin, & Vyatkin, 2014), un SFC puede ser convertido a un ECC al emplear BFBs, pero también se toma en cuenta los inconvenientes del ECC respecto al SFC, especialmente la ejecución de estados concurrentes.
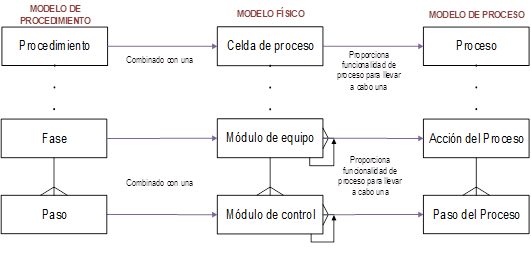
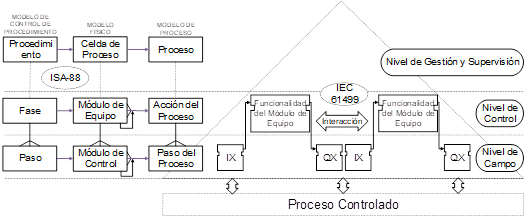
Los modelos de la ISA-88 se pueden expandir o disminuir en tanto la consistencia de los mismos esté asegurada, pero como se ve en la Figura 3, el módulo de control no tiene relación con otras entidades, es así que, si se basa en la información de la receta de control, el sistema de gestión o empresarial, tendrá el manejo de una entidad del equipo mediante el software de control adecuado. Esta interconexión entre el sistema de gestión y el software de control puede realizarse en cualquier nivel del sistema, pero en industrias generalmente, este enlace se ubica en el nivel del sistema donde se encuentran los medios físicos de control, que corresponden a las fases, respecto a la ISA-88. Una fase (International Society of Automation, 1995), puede dividirse en pasos y transiciones, así, la relación entre cada modelo estructural se extiende a un nivel más bajo (Figura 5). A este equipo físico de control ahora le corresponden pasos y transiciones según la secuencia de funciones dentro del proceso, ahora es factible el SFC para definir los pasos a ejecutar en el equipo de control.
Metodología
El objetivo de esta sección es presentar la metodología desarrollada para implementar una arquitectura flexible para el desarrollo del ECC de los Bloques de Función de la norma IEC-61499 basado en la norma ISA-88.
Arquitectura flexible basada en la reutilización de componentes software
Los enfoques de desarrollo basado en componentes (component-based design) y guiados por modelos (model-driven design) han mostrado gran potencial en el mejoramiento del proceso de desarrollo de sistemas embebidos distribuidos (Lednicki & Carlson, 2014). La IEC 61499 se basa en el enfoque de diseño basado en componentes, para el desarrollo de sistemas automatizados que son inherentemente muy similares a los sistemas embebidos (Yoong, Roop, Bhatti, & Yen Kuo, 2015). El diseño basado en componentes separa funcionalidades en componentes individuales de software y la dependencia entre ellos se reduce en gran medida, lo cual lleva a ser un enfoque de desarrollo flexible para un sistema.
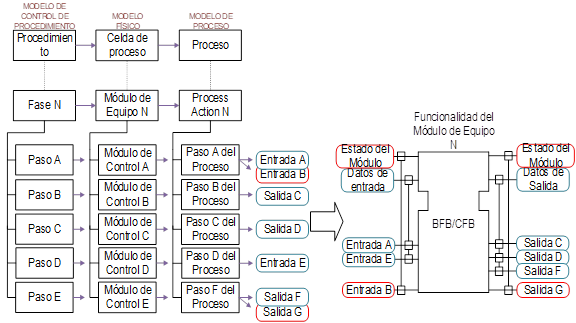
Como indica la Figura 2c, el sistema IEC-61499 controla un proceso, este proceso ha sido establecido mediante las pautas de la ISA-88, en el cual el equipo de control dispone las entradas y salidas al sistema de control. Así, los pasos del proceso y el equipo que los ejecuta, son la base para determinar el conjunto de entradas/salidas de un grupo de equipos de control que están dentro de un módulo de equipo según lo estructurado en el modelo físico. Esto permite establecer las entradas y salidas que tendrá un bloque de función IEC-61499, es decir, un FB contendrá una funcionalidad determinada para controlar un módulo del sistema (Figura 6). Dependerá de cada desarrollador la estructuración del sistema de acuerdo con el equipo y objetivos de manufactura o de la empresa, además que a un FB se le puede otorgar el control de uno o más equipos a conveniencia del sistema.
Por lo general una entrada involucra a un sensor y una salida a un actuador, pero eso depende del sistema. Los datos internos que manejen los equipos dentro del módulo también dependen del sistema y serán parte de la funcionalidad del FB. Tal funcionalidad es el comportamiento del FB y su manejo está a cargo del ECC. El procedimiento de la receta maestra y de control son las bases para el diseño del ECC, dado que los pasos, transiciones y acciones del procedimiento del equipo de control están representados por un SFC. Un SFC puede representar toda una línea de producción secuencial, pero para determinar componentes, la secuencia de pasos se dispone para cada módulo de equipo establecido. Esta parte de la secuencia de pasos será trasladada al ECC de un BFB, el cual controlará el módulo. Este nuevo FB conforma un componente dentro del sistema de control IEC-61499.
El ECC del nuevo FB ahora maneja un grupo de equipos de control. Ahora se ha de conocer en qué estado se encuentra el módulo durante el proceso, por lo cual el ECC también ha de manejar el estado del módulo para comunicárselo a otros módulos mediante eventos/datos convenientes a la secuencia de funciones lo cual asegura un grado de independencia para el FB en sus funciones y su interacción con el resto de módulos del sistema.
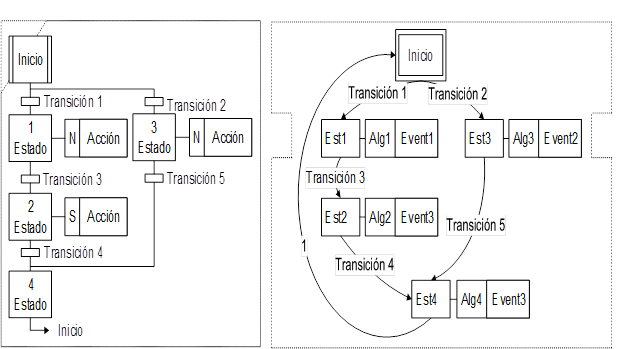
La traslación de un SFC a un ECC (Figura 7) puede o no puede realizarse de manera directa, dado que un SFC puede o no contener pasos del control que sean necesarios en el ECC. Un caso es la existencia de estados paralelos en el SFC que no es factible trasladar a estados paralelos en el ECC ya que este da un orden de prioridad a las transiciones que se conectan a un estado. En el caso de haber estados SFC paralelos, se propone separar tales estados en diferentes bloques de función, cada uno con su conveniente parte del SFC, así su divergencia y convergencia serán manejadas por eventos. Otro caso es el manejo de transiciones temporizadas en el SFC, las cuales pueden ser manejadas por bloques de función de eventos. También está el caso del tipo de acción SFC (calificador). Este calificador será trasladado al ECC si se tiene en cuenta sus diferentes maneras de llevar a cabo la acción, como el caso del calificador N, el cual ha de ejecutar la acción dentro de un estado ECC y al cumplirse la transición, el siguiente estado ECC ha de desactivar la acción. Una acción con el calificador SD, el cual ha de activar un lapso de tiempo en un estado ECC, al cumplirse la transición, el siguiente estado ECC ha de ejecutar la acción correspondiente. Es decir, por cada estado SFC, puede haber más de un estado ECC para satisfacer la función. Es así, que un SFC se puede trasladar a un solo ECC de un BFB o a varios ECCs para formar una red de FBs dentro de un CFB.
Metodología para implementación de la arquitectura propuesta
De acuerdo con las pautas presentes en las normas y las citaciones previas, se propone de manera general:
El procedimiento, equipo y objetivos deben ser partes muy bien conocidas del sistema de manufactura.
Estructurar el equipo físico y el procedimiento de acuerdo con los modelos de la ISA-88 y sus pautas, esto incluye definir las fases y pasos del procedimiento y los módulos de equipo y módulos de control donde trabajará la lógica de control. El uso completo o no de la ISA-88 depende del sistema.
Desarrollar las recetas necesarias mediante las guías de la ISA-88. El procedimiento de la receta se representará por medio de PFCs donde el nivel de paso se representará por medio de SFCs de la IEC-61131-3. Esto es el control del procedimiento y estará basado en el modelo de control de procedimiento por medio de las recetas maestra y de control. La receta maestra se enfoca en el nivel de control, y la receta de control se enfoca en el nivel de campo, dentro de la jerarquía de la automatización (Figura 8).
Diseñar los bloques de función necesarios a partir de los modelos estructurales ISA-88. Cada FB contendrá la funcionalidad de un módulo de equipo con datos de entrada y salida tanto para el control de campo como para controlar el estado del módulo.
Diseñar el ECC a partir del SFC del procedimiento planteado en la receta, así como sus respectivos algoritmos. Los modos y estados de la ISA-88 son útiles para especificar el comportamiento de las entidades del equipo y los elementos del procedimiento. Estos modos y estados se combinarán convenientemente con el ECC de ser necesario.
Con los bloques de función, se elaboran las aplicaciones de control y demás funcionalidades acordes con el proceso requerido.
Los métodos de validación (requerimientos del software) y verificación (requerimientos del producto) no son parte de este documento, pero son esenciales en el ciclo de desarrollo y mejora del sistema.
Caso de estudio
El caso de estudio propuesto describe un sistema de laboratorio con el objetivo de ilustrar una aplicación de automatización de fabricación a escala. En particular, la planta de producción es una cadena de montaje con cuatro estaciones FESTO® MPS. Se utilizan las estaciones de distribución, selección, almacenamiento y clasificación. El funcionamiento de la maqueta se basa en una ejecución en serie de cada uno de estos procesos para completar un ciclo del lazo de trabajo global de la misma y simular de esta manera un proceso discreto por lotes. Un ciclo de trabajo comprende: la distribución del material de trabajo, separación de las unidades defectuosas del proceso mediante una selección a base de la altura de cada pieza, transporte de los materiales sin defectos al proceso de almacenamiento, seguido por la clasificación de los diferentes materiales a base de sus características de color; culminada la clasificación por color, finaliza un ciclo del lazo de trabajo para dar paso a uno nuevo como se muestra en la Figura 9.
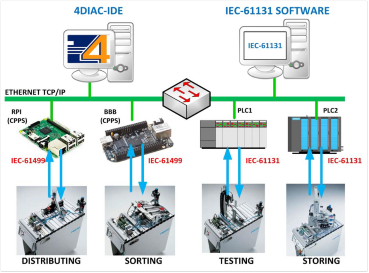
Con el fin de poder tener un punto de comparación entre los controladores implementados en los dispositivos hardware bajo norma IEC-61499 y los que fueron implementados bajo los lineamientos de la norma IEC-61131, se mantendrán sin alteración alguna los controladores de las estaciones de prueba y almacenamiento, mientras que para las estaciones de distribución y clasificación, se usarán hardware de bajo costo como son las tarjetas BeagleBone Black y Raspberry Pi. En estas estaciones se aplicará la arquitectura propuesta para el diseño de la aplicación de control.
Modelado de estaciones basado en ISA-88
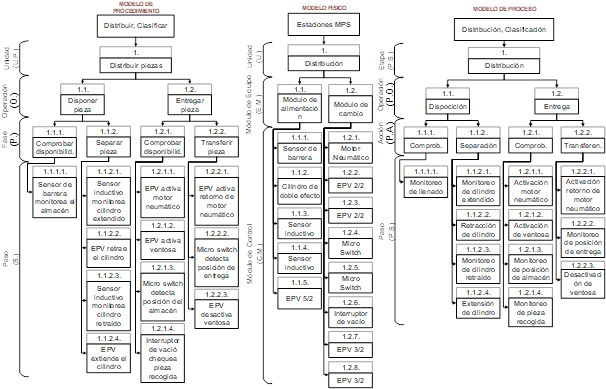
Una vez que se conocen los elementos y funciones en el ciclo de trabajo global de las estaciones MPS del caso de estudio, se desarrolla el modelo físico a base de los componentes físicos que comprenden las estaciones del caso. Se desarrolla también, el modelo de procedimiento de control de acuerdo con las funciones dentro del ciclo de producción MPS. Con ello se obtiene el modelo de proceso de acuerdo con las relaciones entre los modelos ISA-88 (Figura 3). En torno a ello, se presenta un ejemplo de estructuración de los modelos ISA-88 de la estación de distribución, como se ve en la Figura 10, en la cual se han numerado los elementos jerárquicamente para guardar la relación entre los mismos. Así, por ejemplo, la fase del procedimiento: comprobar disponibilidad (P.1.2.1.), combinada con el módulo de equipo: módulo de cambio (E.M.1.2.), provee funcionalidad para llevar a cabo la acción del proceso: comprobación (P.A.1.2.1.), etc. Este modelado puede variar de acuerdo con el punto de vista del desarrollador. En el modelado, la celda de proceso la conforman las dos estaciones del caso de estudio (distribución y clasificación) y cada estación es una unidad física o etapa del proceso. En la estación de distribución (unidad 1, en el modelo físico) se distinguen dos módulos físicos o módulos de equipo, así la secuencia de funciones se puede separar por cada módulo dentro de la estación para los fines planteados en el literal 4 del presente artículo.
Modelo basado en ISA-88 para el procedimiento de la receta
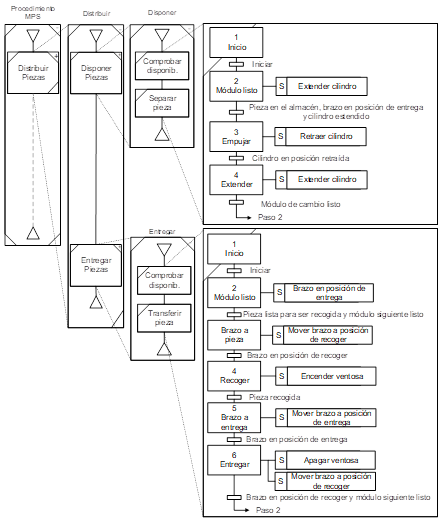
La elaboración de las recetas se basa en los requerimientos del producto y toman información del equipo para conseguirlo, es así que se pueden elaborar diferentes recetas de acuerdo con las capacidades de un mismo equipo de manufactura para obtener diferentes productos finales. Las estaciones MPS se limitan a determinadas funciones de fábrica, pero esto no impide realizar pequeñas modificaciones en las recetas de producción para generar variaciones en la secuencia del ciclo de trabajo MPS. Con el ejemplo de la estación de distribución, de la cual se han elaborado sus modelos y relaciones ISA-88 (Figura 10), se estructura el procedimiento de las recetas de acuerdo con el modelo de control de procedimiento. En esta estación de distribución, el equipo físico se limita a las funciones para las cuales fue fabricado, por lo cual resulta una receta de producción para tal estación MPS. Así, la Figura 11 muestra un ejemplo de procedimiento de una receta de control basado en el modelo de procedimiento de la estación de distribución. Aquí no se muestra la información completa de la receta de producción, solo su procedimiento, para los fines del presente artículo, pero es necesario plantear la receta y su información detallada de acuerdo con los lineamientos de la ISA-88. En la Figura 11, el procedimiento, la unidad de procedimiento, las operaciones y fases se representaron mediante PFCs y los pasos, transiciones y acciones mediante SFCs. El procedimiento general de las estaciones MPS empieza por la distribución de piezas por lo cual es la primera unidad de procedimiento. Esta unidad de procedimiento (Distribuir piezas), se conforma de dos operaciones: disponer piezas y entregar piezas. Cada una de las operaciones está constituida de dos fases, la operación Disponer piezas se estructura con: Comprobar disponibilidad y Separar pieza; y la operación Entregar pieza se conforma de: Comprobar disponibilidad y Transferir pieza. Cada fase contiene la secuencia de pasos, los cuales fueron representados por SFCs. Las funciones de las dos fases de cada operación, se conformaron en una sola secuencia para establecer un menor número de controladores ya que a partir de cada SFC se conformará un bloque de función IEC-61499 de acuerdo con la metodología planteada.
Controlador del módulo
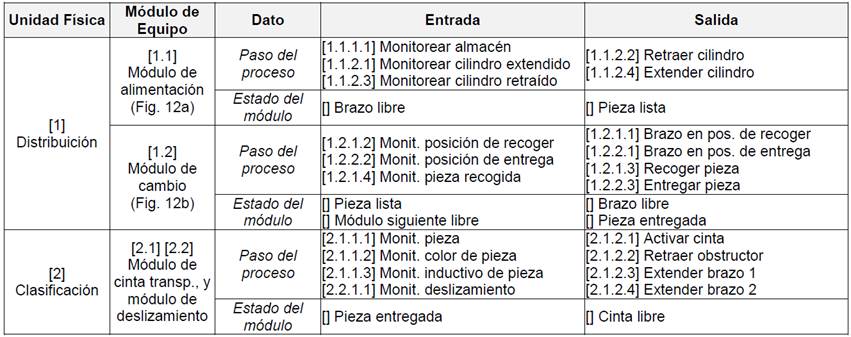
Los modelos estructurales ISA-88 permiten identificar los datos que entran y salen del módulo de equipo, con lo cual se emplea de referencia para elaborar una tabla de datos a partir de los modelos ISA-88. Como ejemplo de la estación de distribución (Figura 10), los modelos permiten identificar cuando un dato ha de ser escrito o leído por el controlador. Así, por ejemplo, en el modelo de proceso, la acción Separación (P.A.1.1.2) contiene pasos del proceso que implican monitorear mediante sensores y ejecutar acciones mediante un actuador, esto se verifica revisando la relación que guardan los tres modelos ISA-88 de la estación de distribución. Con ello las acciones de monitoreo serán datos de entrada para el FB y las acciones que deba hacer el actuador serán datos de salida para el FB, así se conforma la Tabla 1, la cual contiene los datos de entrada y salida para el control de los dos módulos de la estación de distribución y para el módulo establecido de la estación de clasificación de acuerdo con sus respectivos modelos ISA-88. En la Tabla 1 se incluyen los datos del estado de cada módulo. Aquí se distingue que el primer y el último módulo de las estaciones MPS presentan menos datos sobre el estado del módulo que el resto de módulos, dado que los módulos intermedios han de comunicar su estado tanto a los módulos superiores como inferiores en la secuencia de producción.
Los datos de la Tabla 1 se asocian a su respectivo evento de entrada/salida para actualizar la lectura/escritura de los mismos, además se denota cómo la funcionalidad de dos o más módulos pueden asociarse en un solo componente de control, como la funcionalidad de los módulos [2.1] [2.2] pertenecientes a la estación de clasificación. LaFigura 12 muestra los bloques de función resultantes de dichos datos de la unidad de distribución, además del ECC resultante del SFC propuesto en la Figura 11, en el cual se incluyen los datos del estado del módulo. De acuerdo con el equipo físico de la estación MPS, se le asigna el tipo de dato con el que ha de trabajar el módulo, por ahora se indican datos booleanos con los cuales trabaja la estación de distribución. Los algoritmos que se encuentran en cada paso ECC surgen a partir de las acciones del SFC correspondiente y se programan de acuerdo con las funciones que deberán cumplir en cada módulo de la estación MPS.
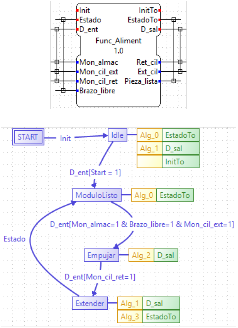
Figura 12 Eventos/datos de entrada/salida y ECCs para el control de la estación de distribución donde: a) controlador del módulo de equipo (1.1) y b) controlador del módulo de equipo (1.2)
Cada estación es manejada por una consola de control para iniciar, detener y resetear las funciones. Estos son eventos/datos que no fueron incluidos en los bloques de función diseñados, dado que sus ECCs fueron suficientes para comprobar la funcionalidad del módulo, pero es necesario incluir modos/estados de la ISA-88 dentro de cada ECC para su implementación. La Figura 13 muestra un ejemplo de estados ISA-88 respecto a la consola de control de la estación MPS y su inclusión dentro de la secuencia de estados del ECC del módulo de equipo (1.1) de la estación de distribución. Cada estado ISA-88 debe tener prioridad de ejecución.

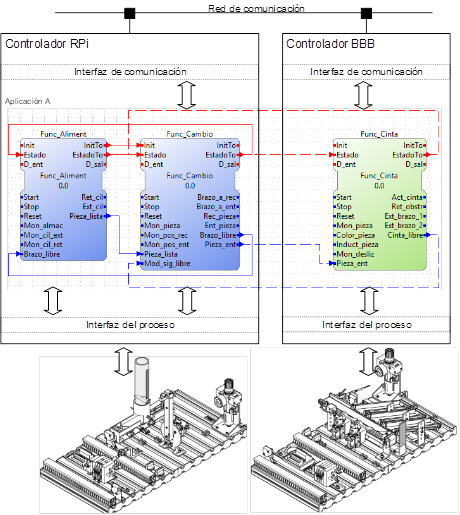
Así se obtiene un bloque de función que maneja la funcionalidad del equipo, su interacción con otros módulos y los estados del proceso. En la Figura 14 se presentan bloques de función resultantes de la metodología propuesta con los cuales se conforma una aplicación de control la cual se distribuye entre los diferentes dispositivos controladores.
Conclusiones y recomendaciones
La arquitectura propuesta en este documento apoya el diseño del ECC para generar sistemas flexibles de automatización de fabricación en los cuales las tareas de control se asignan a los componentes de manera que se reparten las prioridades y se apoya la reutilización de los componentes software creados. Los sistemas de control para sistemas de fabricación por lotes desarrollados son implementados y probados en los procesos de distribución y clasificación de la maqueta de procesos industriales FESTO MPS, que permiten tener una noción de comportamiento de los algoritmos implementados en entornos industriales. Esta propuesta utiliza los modelos introducidos por la norma ISA-88 para generar FBs compatibles con IEC-61499, que permiten controlar procesos discretos. De esta manera, se obtienen nuevos componentes de software reconfigurables, con los cuales es posible programar dos dispositivos de hardware de marcas comerciales no relacionadas con la misma herramienta de software.
Una de las características de las estaciones del caso de estudio, es que proveen elementos modulares dentro de otros elementos modulares, así su control se distribuye por cada estación. Esto permite generar un control por lotes basado en la ISA-88, dada la conformación por partes y funciones que se pueden manejar por separado, generando independencia entre funcionalidades y permitiendo a la IEC-61499 implementar sus pautas. Así, se logra construir elementos software para el control del proceso secuencial basado en las recetas. A pesar que dichas estaciones se limitan a funciones específicas, las recetas no pueden variar o no varían demasiado, según la estación, pero sirven de referencia para la implementación a una escala mayor.
Las futuras líneas de investigación se direccionan en dos aspectos primordiales: el uso adicional de la norma ISA-95 y la implementación de algoritmos de reconfiguración dinámica ante el fallo. Con la ayuda de la norma ISA-95 se genera la integración de sistemas de control con sistemas empresariales; es decir, genera los lineamientos necesarios para el intercambio de información entre los dos niveles superiores de la pirámide de automatización (nivel de gestión; nivel de supervisión). Además, al integrar características de reconfiguración dinámica a los sistemas de control distribuido, los sistemas de control ganan la autonomía suficiente para redistribuir las operaciones del controlador en falla entre los controladores en óptimo funcionamiento.

