











 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
Permalink1. Introducción
El mercado mundial de los materiales compuestos (materiales ligeros) utilizados en el transporte ha tenido un crecimiento importante en los últimos años. Estos materiales alcanzaron valores por comercialización y manufactura de 115,400 millones de dólares en 2014 y se espera que este mercado alcance unos 188,700 millones de dólares en 2020, registrando una tasa de crecimiento anual compuesta del 11.6% de 2015 a 2020 (McWilliams, 2015). Potenciales aplicaciones están teniendo los compuestos híbridos globalmente, sobre todo en la industria automotriz. Dentro del campo automotriz se encuentra la manufactura del autobús, la cual se encuentra en constante crecimiento en América Latina (Casanova, 2010). La fibra de vidrio ha incrementado su uso en los últimos 15 años. Este material de matriz polimérica reforzada con fibras sintéticas han incrementado su aplicación en varios componentes de forrado exterior e interior de productos tales como: techos, frentes, respaldos, tableros, consolas, entre otros. Pero se está experimentando la inclusión de biocompuestos para reducir el impacto ambiental en dicha industria.
Los compuestos unidireccionales y los compuestos laminados son los materiales compuestos más utilizados con una dominación de las fibras de vidrio (Hallal, Elmarakbi, Shaito, & El‐Hage, 2013). En comparación con materiales tradicionales, los materiales compuestos presentan favorables propiedades físico-mecánicas como: alta resistencia específica a la tracción y compresión, conductividad eléctrica controlable, bajo coeficiente térmico, buena resistencia a la fatiga e idoneidad para la producción de objetos de forma compleja (Pickering, Efendy, & Le, 2016). Muchas de estas propiedades y sobre todo la capacidad y facilidad de conformación, le otorgan a este tipo de material compuesto una gran ventaja comparado con materiales convencionales como el acero y la madera. Por estas razones estos materiales son adecuados en aplicaciones de la industria automotriz, producción de energía eólica, industria náutica y aeronáutica. Las últimas tendencias en materiales compuestos son el surgimiento de polímeros reforzados con fibras naturales, compuestos verdes, como remplazo de polímeros reforzados con fibra de vidrio; esto reduce el impacto ambiental por su baja tasa de degradación (Chiaberge, 2011). Los cultivos no alimentarios y otros recursos biorenovables ofrecen una oferta casi ilimitada de materias primas renovables y potencialmente sostenibles para la producción de biocompuestos (Fowler, Hughes, & Elias, 2006). Por esta razón, las industrias manufactureras de índole estructural y automotriz buscan la aplicación de materiales amigables con el ambiente con propiedades mecánicas similares o mejores que satisfagan los esfuerzos sometidos a sus productos finales.
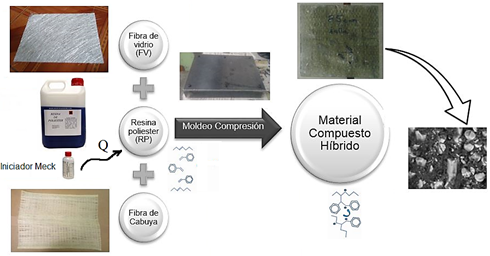
Típicamente, un compuesto artificial consiste en una fase de refuerzo de material fuerte, con frecuencia de naturaleza fibrosa, incrustado en una fase de matriz continua. Este último es a menudo más débil y más conforme que el anterior. Dos de las funciones principales de la matriz son transmitir cargas aplicadas externamente al refuerzo y protegerlas de daños ambientales y mecánicos a través de tensiones de cizalla en la interfaz (Shaharuddin & Matthews, 1994). La ventaja de tal acoplamiento es la alta resistencia y rigidez de las fibras que en la mayoría de las situaciones prácticas no pueden transmitir cargas. Los compuestos pueden ser clasificados de acuerdo con el tipo de matriz; de ahí que, existen compuestos de matriz metálica, cerámica y polimérica. La aplicación final a la que se va a destinar el material compuesto dicta la matriz que se debe escoger. La mayoría de compuestos poliméricos tradicionales emplean matrices termoestables (Chung, 2010). Estas resinas termoestables son líquidos viscosos que por efecto de una reacción de endurecimiento forman una gran red molecular integrada por una serie de enlaces cruzados entre cadenas moleculares que dan forma a un sólido que no puede ser reprocesado. El curado se da por el desprendimiento de calor interno (reacción exotérmica) o por calor inducido, Figura 1. Estas resinas son normalmente isotrópicas, es decir que las propiedades son idénticas en todas las direcciones. Su propiedad más característica es su respuesta al calor ya que no se funden al calentarlas. Sin embargo, su rigidez decrece a la temperatura de distorsión térmica, la cual precisa un límite superior efectivo determinante a la hora de su utilización en componentes estructurales. Esta característica es una desventaja puesto que los polímeros termoestables no pueden ser reciclados o reutilizados, ya que han sufrido modificaciones en su estructura química a nivel molecular (Hull, 2003; Smith et al., 2006).
Estudios anteriores han encontrado los efectos de la fracción volumétrica y la longitud de las fibras naturales sobre las propiedades mecánicas de materiales compuestos biodegradables (Shibata, Cao, & Fukumoto, 2005); inclusive, las propiedades mecánicas de los compuestos verdes fabricados a partir de fibras tratadas con álcali fueron superiores a las fibras no tratadas (Cao, Shibata, & Fukumoto, 2006). Además, se observó en otros estudios el aumento en el rendimiento de materiales híbridos no solo en sus propiedades sino también en la adhesión de la fibra-matriz (Dieu, Phai, Ngoc, Tung, & Le Phuong, 2004). Por todo lo anteriormente mencionado, el presente trabajo pretende determinar las propiedades fundamentales del compuesto híbrido de fibra de vidrio y cabuya mediante el proceso de estratificación. Adicionalmente, este estudio busca determinar combinaciones en fracciones volumétricas correctas con el fin de obtener las mejores propiedades mecánicas con miras a aplicaciones en la industria automotriz y otras. Finalmente se propone corroborar un ensayo de tracción simulada bajo un software de elementos finitos para comparar con los resultados de las pruebas experimentales bajo las mismas condiciones normativas.
2. Materiales y metodología
2.1. Materiales
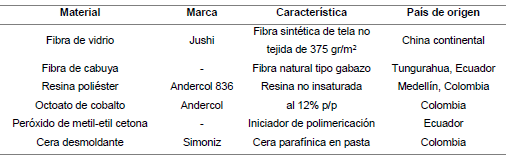
Todos los materiales que se emplearon para la elaboración de probetas de material compuesto; se describen en la Tabla 1. Donde se detallan la marca, característica relevante y su procedencia.
La fibra natural (FC) crece y se cultiva naturalmente en la localidad de Salasaca perteneciente a la provincia de Tungurahua, Ecuador, que se adhiere como refuerzo para formar un compuesto híbrido. La fibra de cabuya (gabazo) que se obtiene de la hoja de la cabuya (Furcraea Andina), planta silvestre que crece y se cultivada en casi todos los sectores rurales de la sierra del Ecuador como material de amarre; dicha planta arrocetada se desarrolla hasta alcanzar una longitud promedio de hasta 1.5 metros de altura en su punto de maduración. Para el análisis del compuesto híbrido se emplearon las siguientes configuraciones: fibra corta de 10 mm, fibra continua y tejido plano.
Como matriz termoestable se empleó resina poliéster insaturada, que a su vez fue diluida con estireno monómero. Para iniciar la reacción de solidificación o curado de la resina se empleó el componente octoato de cobalto al 12% p/p y catalizador peróxido de metil-etil cetona (MEKP) y para facilidad de extracción de las piezas de la matriz, se empleó cera desmoldante.
En la caracterización del material mediante probetas normalizadas se utilizó la máquina universal de ensayos marca Tinius Olsen modelo H25KS con capacidad de 25 KN en su doble columna, resolución 0.001 mm/min para velocidad y 0.001 mm en desplazamiento; facilitado por la Escuela Politécnica Nacional y una máquina para ensayos de impacto por caída de dardo con sujeción de probetas con 2 actuadores neumáticos de 50 mm de diámetro y los anillos fijo y móvil; y un dardo de 2000 g liberado desde 150 cm de altura. Para la estratificación del material se fabricaron moldes de acero AISI A-36 macho-hembra con la configuración geométrica de las probetas, y una refinación de medidas normalizadas por proceso de cizalladura.
Se empleó con fines comparativos una simulación dinámica FEM de test de tracción utilizando el software ANSYS SpaceCLAIM. Finalmente, para la determinación de la adherencia y homogeneidad de la matriz respecto a los refuerzo, se utilizó la técnica de microscopía de barrido SEM de marca VEGA 3 TESCAN.
2.2. Metodología
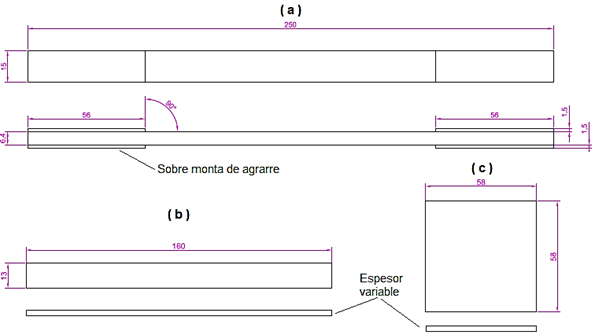
En primera instancia se manufacturaron moldes en acero para la obtención de probetas (Figura 2) en las distintas combinaciones de refuerzos del compuesto para efectuar ensayos de tracción acorde a la normas ASTM D3039-08 (ASTM D3039, 2008). Posteriormente, se realizaron pruebas complementarias de flexión e impacto para corroborar resultados bajo normas ASTM D7264M-07 (D7264 ASTM, 2007) y ASTM D5628-10 (D5628 ASTM, 2010), respectivamente. La obtención de probetas se realizó mediante la técnica de estratificación por compresión mediante un cierre mecánico de moldes por presión mecánica atornillada. La resina poliéster fue diluida con estireno monómero más la adición de octoato de cobalto y peróxido de metil etil cetona sobre la resina poliéster. Las fibras de refuerzo fueron humedecidas por inmersión en la solución, para posteriormente ser colocados sobre la superficie de los moldes previamente limpiadas y recubiertas con cera desmoldante.
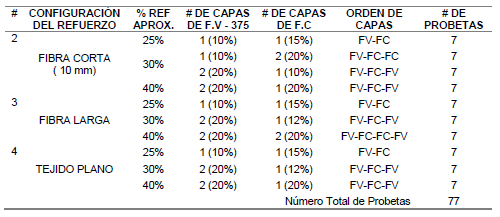
Se realizaron ensayos preliminares de tracción con las estratificaciones tradicionales (FV+FC) típicamente usados por los tres fabricantes de carrocerías en Tungurahua a velocidad de ensayo de 2 mm/min (D3039 ASTM, 2008). Luego, se ejecutó una nueva estratificación con componentes híbridos (FV+FC+FV) con el fin de comparar resultados de propiedades mecánicas. Las combinaciones para la ejecución de ensayos se presentan en la Tabla 2.
En la caracterización para la obtención de la deflexión y el esfuerzo máximo a flexión (Figura 3) se empleó la misma máquina Tinius Olsen modelo H25KS ya mencionada con la ayuda de aditamentos propios del ensayo de flexión concordante a norma ASTM D 7264-07. Paralelamente, con la especificación dimensional de las probetas que fueron de 160 mm de largo, 13 mm de ancho y espesor de 3.2 mm. Para la determinación de la separación de puntos de apoyo del ensayo resultante en 102.4 mm concomitante al procedimiento dictado por (D7264 ASTM, 2007), que corresponde a 32 veces el espesor. La cantidad determinada previamente de probetas fue mínima de siete y velocidad de aplicación de la carga para el ensayo que fue de 1 mm/min.
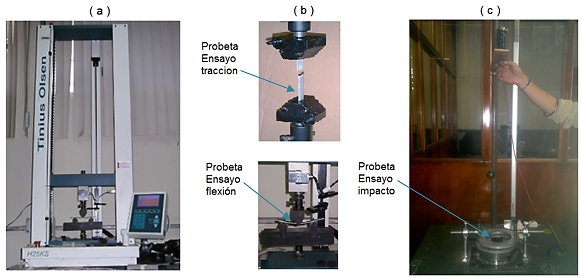
Fig. 3: Equipos de ensayo y disposición de probetas: a) ensayo de tracción, b) disposición probetas para ensayo de tracción y flexión, c) ensayo de impacto - caída de dardo
Bajo directrices geométricas establecidas en (D5628 ASTM, 2010), se tomaron las probetas que obtuvieron mejores comportamientos mecánicos en los ensayos previos de tracción y flexión para someterlas a un ensayo de impacto por caída de dardo para polímeros a diferentes alturas. Se tomó como punto de partida una altura inicial de 500 mm. Esto se efectuó progresivamente hasta evidenciar el colapso de las probetas, determinando consecuentemente la altura máxima de ruptura al impacto.
Posteriormente, se realizaron simulaciones de ensayos por FEM con el fin de comparar los resultados con el ensayo físico. El software ANSYS SpaceCLAIM fue empleado para obtener los ensayos de tracción. Además, se generó un modelo matemático mediante el software Explicit Dynamics de ANSYS, para determinar parámetros ingenieriles cuando la probeta sea sometida a una fuerza uniaxial y se genere un esfuerzo por tracción (Gladman, 2007). Se realizó el proceso de simulación en el módulo Autodyn y se obtuvieron los resultados esperados los cuales han sido procesados y se entregan curvas de parámetros, así como interpretación de las mismas. Se definió un tipo de malla cuadrilateral con un tamaño de elemento 2.008860 mm y un tamaño mínimo de malla de 0.50 mm con un número de nodos de 2,585 y un número tal de elementos de 2,479. El modelo matemático de Flanagan Belytschko fue utilizado para el análisis dinámico para proporcionar estabilidad a los elementos no lineales (Belytschko, Liu, Moran, & Elkhodary, 2013; Flanagan & Belytschko, 1981). Los resultados fueron verificados con la relación de energía de Hourglass con la energía interna generada en el modelo dando un valor de 0.75%, porcentaje válido ya que según la base teórica este valor debe ser menor al 10% (Flanagan & Belytschko, 1981).
Finalmente; con los mejores resultados obtenidos de las pruebas preliminares de tracción, fueron comparados con los de la simulación efectuada. Seguidamente se completaron los ensayos de flexión e impacto bajo las normas prescritas para obtener los resultados de las propiedades mecánicas del material propuesto. En la última etapa del estudio, se verificó la adherencia y homogeneidad del compuesto hibrido por la técnica de microscopía de barrido SEM; sobre todo, visualizar la distribución de la fibra natural en el compuesto.
3. Resultados y discusión
3.1. Ensayos preliminares material común (FV)
La Figura 4 presenta los resultados del análisis estadístico de los esfuerzos máximos presentados por las probetas de tres de los mayores fabricantes de partes y piezas para autobuses en Ecuador. El esfuerzo máximo promedio a tracción encontrada de las probetas (resina poliéster + 3 capas de FV) obtenida mediante estratificación manual, provoca un esfuerzo máximo promedio de 71.54 MPa y un módulo de elasticidad promedio de 4540.70 MPa.
3.2. Ensayos de material híbrido propuesto (FV+FC)
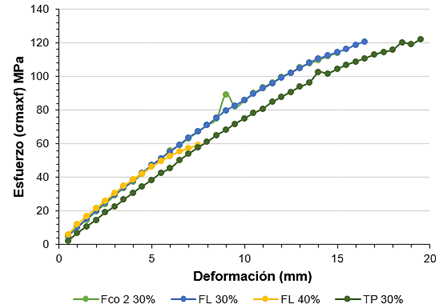
En la Figura 5 se presentan las curvas de esfuerzo versus deformación a tracción del material compuesto reforzado con fibra de cabuya en sus diferentes fracciones volumétricas. En dicha figura se puede apreciar que existe un aumento en el esfuerzo máximo a tracción de 78.24 MPa para la fracción volumétrica del 30% (fibra larga), dando el mejor comportamiento mecánico respecto a la resistencia de tensión.
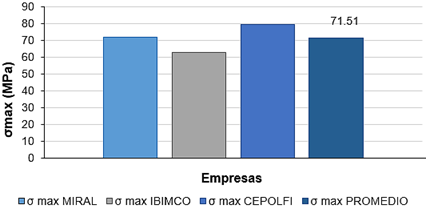
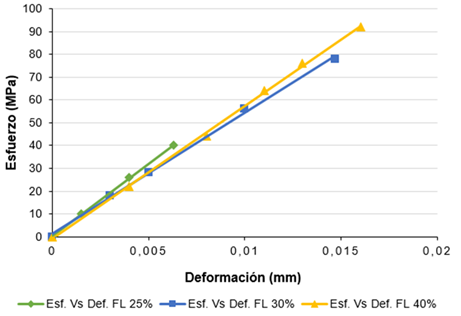
Fig. 5: Esfuerzo versus deformación de diferentes combinaciones y fracciones volumétricas para el material híbrido (FV+FC+FV)
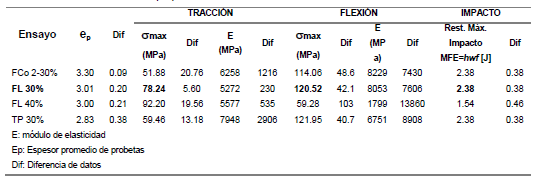
En cuanto al módulo elástico se determinó que este se incrementa a medida que la rigidez de las estratificaciones también aumentaba. Este comportamiento se observó para las probetas con mayor fracción volumétrica. Es importante resaltar que, en las probetas con tejido plano se obtuvieron los valores más altos del módulo de elasticidad respecto a las probetas de tejido continuo a lo largo de su eje principal (fibra larga). Estos resultados (Tabla 3), son concordantes y consecuentes en el comportamiento de la elongación antes de la ruptura, también evidenciado en investigaciones previas realizadas por (Bismarck, Baltazar-Y-Jiménez, & Sarikakis, 2006; Pickering et al., 2016). Finalmente se determina que los compuestos con adición de FL 30% de cabuya evidencian mejores resultados en cuanto al comportamiento mecánico, superando los valores esperados (figuras 5 y 6). Consecuentemente; estas configuraciones de fracción volumétrica son quienes pasan a la siguiente etapa del estudio para ser sometidas a pruebas de flexión e impacto; dando un buen indicio como material alternativo para aplicación automotriz.
En la Figura 6, se aprecia el comportamiento del compuesto híbrido al esfuerzo máximo a la flexión en distintas fracciones volumétricas. Además de la propiedad mostrada, se determinó el módulo de flexión en la cual el compuesto combinado FL 40% y TP 30% ofrecieron menor comportamiento mecánico a la flexión. La estratificación FL 30%, a pesar de evidenciar el menor esfuerzo máximo a flexión y que no está dentro de la desviación estándar esperada con el 95% de nivel de confianza, presenta el mejor comportamiento. Basadas en estos resultados, se puede determinar que este tipo de configuración es potencialmente un material híbrido alternativo.
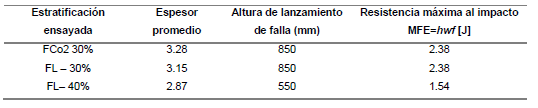
Para las configuraciones FL 30%, FCO 2 y TP 30%; se recopilaron datos del test de impacto. Para obtener las propiedades mecánicas al impacto. Mediante configuraciones caracterizadas en función del espesor promedio, altura de lanzamiento y resistencias máximas al impacto; se observa que, las distintas fracciones volumétricas presentan comportamientos similares a la resistencia al impacto, con la particularidad que FCO 2 tiene el mayor espesor de la estratificaciones y FL-40% el menor. Todo lo mencionado se puede observar en la Tabla 4.
3.3. Simulación del ensayo de tracción
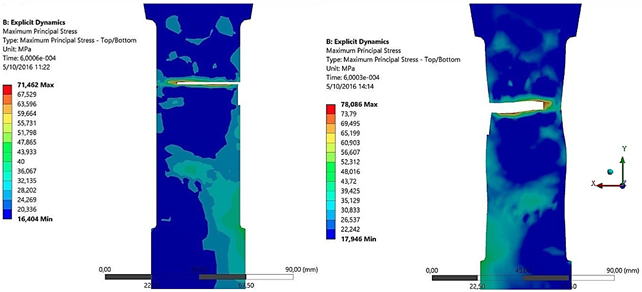
La Figura 7 y la Tabla 5, ilustran los resultados del ensayo de tracción obtenidos de las pruebas experimentales de la estratificación híbrida (FV+ FC + FV), en ellos se muestran mejores propiedades mecánicas comparadas con la estratificación normal o comercial (FV+FC). Cabe mencionar que, en la tabla mencionada se resumen las propiedades mecánicas fundamentales de los dos tipos de estratificaciones ensayadas. Vale señalar que la convergencia de la simulación bajo radio Jacobiano fue de 1.124; lo que indica que los resultados son aceptables.
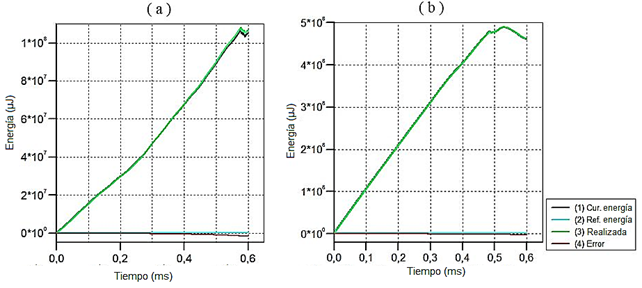
Fig. 7: Curva de energía Hourglass con ANSYS: (a) estratificación (FV+FC), (b) estratificación (FV+FC+FV)
Tabla 5 Resultados de ensayos simulados de tracción en material compuesto en sus diferentes estratificaciones
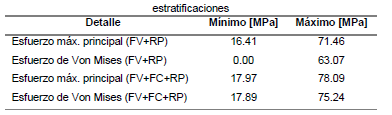
En la Figura 8, se denota la diferencia del esfuerzo máximo en las diferentes estratificaciones simuladas por el FEM; la estratificación híbrida es un 8.5% más alta que la estratificación convencional. En el caso de la evaluación del esfuerzo de Von Mises, el compuesto híbrido es superior en un 15%. Además, comparando los valores de los esfuerzos máximos obtenidos por el FEM y método experimental, se puede observar que hay una ligera diferencia del 0.2% entre ellos, respaldando los resultados hallados. Caso similar sucede con los desplazamientos máximos. La simulación entrega un resultado de 0.64 mm comparado con el ensayo real que se obtuvo de 0.7 mm.
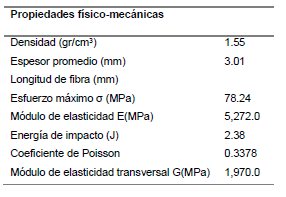
3.4. Propiedades del compuesto propuesto
La Tabla 6 muestra las propiedades mecánicas del material propuesto para este análisis de resina poliéster reforzado con fibra de vidrio 375 y cabuya (RP+FV+FC). La fibra de vidrio (RP+FV) es un material utilizado tradicionalmente para piezas de forrado exterior e interior de autobuses; sobre todo en la manufactura ecuatoriana. Este material supera en un 10% el esfuerzo máximo comparando la estratificación tradicional con la alternativa experimentada FL 30% en las mismas condiciones.
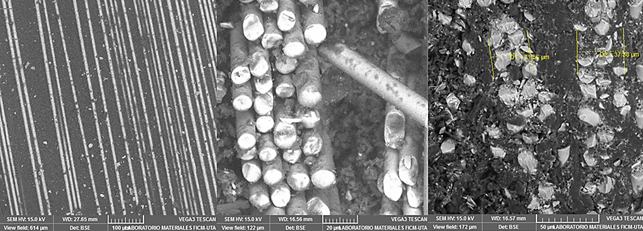
3.5. Adherencia y homogeneidad del híbrido (matriz respecto a los refuerzos)
El compuesto híbrido que dio mejores propiedades mecánicas (FL 30%) y en especial a tracción, fue analizado mediante microscopía electrónica de barrido SEM. Con este procedimiento se determinó la adherencia y homogeneidad de la matriz respecto a los refuerzos, Figura 9. Se evidenció una mediana homogeneidad debido a que la cabuya proporciona poca mojabilidad (humedecimiento) respecto a la matriz (RP), por lo que es necesario un trabajo minucioso a la hora de elaborar este compuesto.
Cuando la fibra FL-30% está alineada paralelamente a la dirección de la carga aplicada, se obtiene el mejor comportamiento mecánico, esto también se evidenció en estudios similares con fibras naturales tipo alargadas como la Cabuya (Bledzki, Mamun, Jaszkiewicz, & Erdmann, 2010; Pickering et al., 2016). Sin embargo, es dificultoso conseguir una alineación perfecta con fibras naturales comparada con fibras sintéticas tipo continuas. Una mejoría de esto se logra en el diseño del molde y la forma del moldeado; es decir, el acomodamiento manual de la fibra natural larga en combinación con el moldeo a presión, ayuda en la obtención de mejores propiedades mecánicas.
La estratificación a compresión por ajuste normal permitió establecer una mediana interfaz entre los dos tipos de refuerzos (FV y FC) por la baja capacidad de absorción de la cabuya que presentó cierta hermeticidad; se estableció de forma consecuente por esta razón, que siempre será necesario ubicar como refuerzo inicial una capa de FV.
4. Conclusiones y recomendaciones
Esta investigación buscaba determinar las propiedades mecánicas del compuesto híbrido RP+FV+FC y compararlas con las mismas propiedades en el material tradicional RP+FV; la fibra de vidrio es empleada en su gran mayoría en la producción de partes estructurales como guardachoques, frentes y respaldos de buses, techos exteriores, entre otros; y partes no estructurales como tapamáquinas, forros interiores, consolas y tableros.
Es de gran importancia para el ambiente el desarrollo de materiales biocompuestos como el material desarrollado RP+FV+FC con características similares o mejoradas con los materiales tradicionales como la RP+FV. La incorporación de fibras de refuerzo de cabuya a las matrices poliméricas permitió un incremento de las propiedades mecánicas a tracción, flexión e impacto. Tal mejoramiento en las distintas estratificaciones dependió de las fracciones volumétricas empleadas y la configuración del refuerzo.
El compuesto híbrido de fibra larga al 30 %, específicamente de fracción volumétrica 70 % de matriz y 30 % de refuerzo con estratificación a compresión y mediante el orden de capas de refuerzo: FV+FC+FV; evidenció el mejor comportamiento a las diferentes propiedades mecánicas. Este material potencialmente puede aplicarse a elementos automotrices sometidos a esfuerzos como por ejemplo guardachoques, frentes, respaldos y techos de autobuses. Además, el siguiente material en evidenciar una buena respuesta a las propiedades mencionadas es el material híbrido de fibra corta al 30 % igualmente a estratificación a compresión e igual orden de capas del material híbrido de fibra larga al 30 %.
La estratificación a compresión por ajuste mecánico normal, permitió obtener una buena compactación de las fibras sintéticas y naturales (FV y FC) por la pobre capacidad de absorción evidenciada por la cabuya; se establece así que siempre será necesario ubicar como refuerzo inicial una capa de FV.
Se obtuvo una diferencia del 2% en la respuesta al esfuerzo de tracción del material híbrido resultado de los ensayos de tracción simulada por FEM con el test experimental. Lo que permite confiar en resultados de modelaciones siempre y cuando se utilice una base teórica y un método matemático concordante con las características particulares de los diferentes materiales.
La aplicación de la norma ASTM D3039-00 especificada para la caracterización a tracción de materiales poliméricos, es también aplicable para el test de los materiales híbridos propuestos, adaptándose sin problema al espesor del material, puesto que con anterioridad fue un parámetro establecido y determinado mediante el cálculo de la media aritmética, que dio como resultado 3.2 mm.
De la bibliografía estudiada en el campo del automóvil, actualmente no utilizan materiales bio-compuestos con frecuencia en aplicaciones estructurales, sino más bien en aplicaciones de bajo comportamiento mecánico como paneles en automotores y partes decorativas; dado que no se ha desarrollado tecnología que pueda manufacturar con la mayor velocidad de producción que esta industria requiere. Asímismo, en el sector del autobús hay gran potencialidad de ir remplazando los biocompuestos, ya que la manufactura de los biocompuestos con resina poliéster o epoxi es similar a la fibra de vidrio.
Por lo mencionado, hay gran campo de exploración y estudio en la manufactura de los bio-compuestos; como es, la búsqueda del mejoramiento de la adhesión, la resistencia a la humedad, mejora de propiedades mecánicas, la velocidad de producción, entre otras. Que servirán para el remplazo amigable de partes y piezas de la industria automotriz con el ambiente.

