











 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
PermalinkIntroducción
Las microempresas del sector lácteo en Ecuador fabrican queso principalmente del tipo fresco no madurado, es decir de aquel que se debe consumir inmediatamente después de la fabricación, utilizando como materia prima indistintamente la leche cruda o la leche pasteurizada. Aunque es conocido que la pasteurización ayuda a brindar leche y quesos inocuos, todavía la mayoría de los productores de las microempresas creen que la pasteurización daña a la leche y produce menos quesos que la leche sin pasteurizar. Esto se debe al desconocimiento o la poca información sobre el efecto del tratamiento térmico en la elaboración del queso fresco y particularmente en las proteínas, las cuales son las que intervienen mayoritariamente en la obtención del mismo.
Estudios realizados en diferentes trabajos demuestran que los tratamientos térmicos provocan la desnaturalización de las proteínas, es decir producen un cambio en la estructura física de las proteínas, pero en general no afectan a la composición de aminoácidos y por lo tanto a las propiedades nutricionales de la leche. Las β-lactoglobulinas son las más afectadas en estos tratamientos (Rynne et al., 2004) proporcionando el “gusto ácido” de la leche, mientras que las micelas de caseína son notablemente estables e incluso a temperaturas de hasta 140 °C (Tornadijo et al., 1998). Sin embargo, cuando se calienta por encima de los 100 ° C puede existir una disminución del pH, que es causada por la formación de ácidos orgánicos de la degradación de la lactosa y la precipitación de fosfato de calcio (Martínez-Castro et al., 1986).
La desnaturalización ofrece importantes ventajas tales como el aumento del rendimiento y del valor nutritivo del queso (Kethireddipalli et al., 2010) y la destrucción de bacterias tanto benéficas como perjudiciales. Rodríguez (2002) plantea que la leche puede tener alteraciones físicas y pérdidas importantes del valor nutritivo cuando sufre tratamiento térmico excesivo, como por ejemplo la pérdida de lactosa a través de la reacción de Maillard, que produce sabores y colores indeseables. La disminución en el contenido disponible del aminoácido lisina es entre 1-2% por efecto de la pasteurización y entre 2-4% por esterilización a altas temperaturas. Sin embargo, tratamientos más severos como la concentración por evaporación a alta temperatura o la esterilización en tarro pueden causar pérdidas de más de 20% (Fennema,1985). Otros cambios significativos en las proteínas que se producen en el calentamiento de la leche por encima de los 60 ºC incluyen la desnaturalización de las proteínas del suero, las interacciones entre las proteínas de suero desnaturalizadas y las micelas de caseína y la conversión del calcio, magnesio y fosfato solubles en estado coloidal (Singh y Waungana, 2001).
La pasteurización de la leche en las microempresas se realiza en forma discontinua aplicando fuego directo, o con vapor, a diferentes temperaturas. Las temperaturas más utilizadas son entre 63 a 65 °C por un tiempo de 30 minutos y de 72°C por 15 a 20 segundos. Entonces es de importancia conocer cuál es el grado de la desnaturalización de las proteínas y cómo esto afecta en el rendimiento del proceso de los quesos elaborados en condiciones controladas en el laboratorio y en condiciones reales en fábrica. El objetivo de este estudio es evaluar los cambios que se producen en la leche al ser sometida a diferentes tiempos y temperaturas y su influencia en la calidad y rendimiento del queso fresco. Para esto se cuantificó el porcentaje de proteína en la leche cruda y tratada a tres niveles de temperatura y tiempos de sostenimiento, se calculó el porcentaje de desnaturalización de la proteína en la leche y se determinó el porcentaje de humedad y el rendimiento de los quesos.
Metodología
Este estudio fue desarrollado en el laboratorio de Control de Calidad de Alimentos de la Universidad Nacional de Chimborazo y en la planta de producción de la microempresa “Lácteos San Salvador” del cantón Riobamba, provincia de Chimborazo, ubicado en la sierra central del Ecuador.
2.1 Diseño experimental.
Se utilizó un diseño experimental completamente aleatorizado a dos niveles: un nivel controlado en laboratorio y un nivel en condiciones reales de fábrica.
A nivel de laboratorio, se trataron 20 unidades experimentales desglosadas en 4 tratamientos con 5 réplicas. Los tratamientos consistieron en (1) leche cruda o sin pasteurización, (2) leche pasteurizadas a 65°C por 30 minutos, (3) leche pasteurizada a 72°C por 15 segundos, y (4) leche pasteurizada a punto de ebullición por 2 segundos. Para cada repetición se utilizaron 10,5 litros de leche repartida de la siguiente manera: 0,5 litros para determinar la calidad de la materia prima, y para cada tratamiento 2,5 litros de los cuales 0,5 litros fueron utilizados para determinar por duplicado el porcentaje de proteína que permitió calcular el porcentaje de desnaturalización, y 2 litros para elaborar el queso en el cual se determinó el peso y el porcentaje de humedad.
A nivel de fábrica se realizaron 40 unidades experimentales (4 tratamientos con 10 repeticiones). Para cada unidad experimental se utilizaron 500 litros de leche y se fabricaron queso en moldes de 700 gramos. Para determinar la influencia en el rendimiento se contó el número de quesos fabricados y se calculó el rendimiento en kilogramos de queso por 100 kilogramos de leche.
Procedimientos
2.2.1 Análisis físico químicos
Para el control de calidad de la leche se utilizó el analizador de Leche Ultrasónico, marca Milkotester, con el cual se cuantificaron los parámetros de densidad, grasa, proteínas y punto crioscópico. Para la determinación de acidez, pH, prueba de alcohol y prueba de azul de metileno, se siguieron los métodos de ensayo NTE INEN 13, 973, 018 y 1500 respectivamente.
2.2.2 Determinación del porcentaje de desnaturalización
El procedimiento aplicado fue el descrito por Manji y Kakuda (1987) que consiste en calcular el porcentaje de desnaturalización comparando el porcentaje de nitrógeno de la leche tratada térmicamente con el porcentaje de nitrógeno de la leche cruda, mediante la ecuación

dónde  es el porcentaje de nitrógeno de la leche cruda y
es el porcentaje de nitrógeno de la leche cruda y  el porcentaje de nitrógeno de la leche pasteurizada.
el porcentaje de nitrógeno de la leche pasteurizada.
En nuestro caso se tomaron los 0,5 litros de leche y se filtraron para garantizar que no existan impurezas o cuerpos extraños. Luego se pasteurizaron en baño maría a las diferentes temperaturas y tiempos indicados anteriormente con agitación manual constante. Finalmente las muestras se enfriaron rápidamente hasta una temperatura de 20 °C y se filtraron al vacío. El porcentaje de nitrógeno se determinó por el método de Kjeldahl (Método de digestión en parrilla usando cobre como catalizador y una unidad de destilación con vapor marca VELP). El porcentaje de proteína se calculó utilizando el factor 6,38 correspondientes a lácteos.
2.2.3 Proceso de elaboración del queso fresco
Para la elaboración del queso fresco en el laboratorio se siguió el mismo procedimiento utilizado por la microempresa “San Salvador” que consistió en los siguientes pasos:
Subir la temperatura de la leche a las tres temperaturas bajo estudio, 65 °C, 72 °C y a punto de ebullición, en el menor tiempo posible. Dejar transcurrir 30 minutos, 15 segundos y 2 segundo respectivamente y enfriar rápidamente hasta alcanzar 40 °C.
Para la producción de queso con leche cruda subir la temperatura hasta 40 °C.
A todos los tratamientos se adicionó 0,02%m/m de cloruro de calcio (a nivel de fábrica la cuajada del tratamiento a punto de ebullición fue muy blanda y difícil de manejar por lo cual se adicionó el doble de cloruro de calcio).
Se enfrió a 38 °C para adicionar la cantidad de cuajo recomendado por el fabricante y se dejó reposar por 30 minutos para que se forme la cuajada.
Transcurrido el tiempo se realizó mediante batido lento el corte de la cuajada, se procedió al desuerado, moldeado, enmallado y prensado por 2 horas.
Se sumergieon los quesos en sal muera por 2 horas y se orearon por 5 minutos.
3. Resultados y discusión
3.1 Calidad de la leche
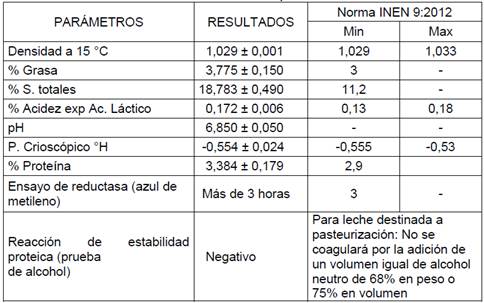
La Tabla 1 muestra el análisis fisicoquímico de la leche entera. Los niveles indicados se encuentran dentro de los requisitos que establece la Norma INEN 9:2012 para leche cruda y corresponden a leche de buena calidad.
3.2 Efecto del tratamiento térmico sobre las proteínas de la leche
En la Figura 1 se representan el valor medio y el análisis con el test de Tukey de las determinaciones de proteína de las cinco repeticiones para cada tratamiento. Se observa que a medida que incrementa la temperatura, la cantidad de proteína desciende respecto a la proteína de la leche cruda. Esto es debido a que al someter la leche a temperatura se produce una pérdida de la solubilidad de las proteínas, y son las proteínas del suero las que coagulan (Lau et al., 1991) y fueron retenidas en la filtración. Estadísticamente no existe una diferencia significativa entre el contenido medio de las proteínas de la leche cruda con la tratada a 65 °C, pero si con el resto de temperaturas. Tampoco se observan diferencias significativas en el porcentaje de proteína entre los tratamientos a 65 y 72 °C, y el de 72 °C con respecto al del punto de ebullición.
En la Figura 2 se representa el valor medio del porcentaje de desnaturalización de las proteínas, y se puede observar que el tratamiento térmico aumenta la desnaturalización y que estadísticamente son diferentes.
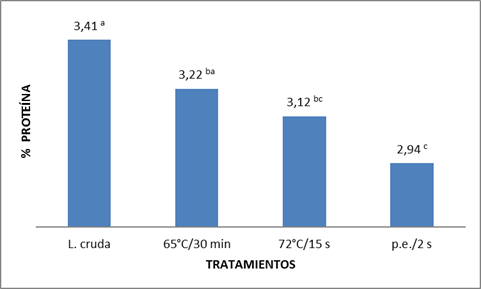
Fig. 1: Promedio del Porcentaje de proteína en la leche y análisis de Tukey. Los datos con letras iguales no presentan diferencias significativas.
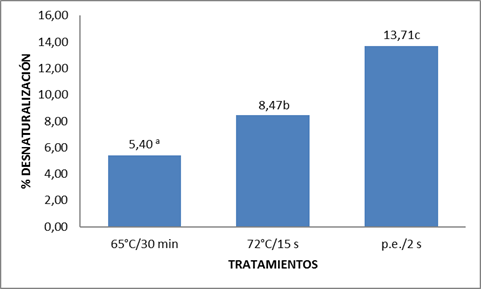
Fig. 2: Porcentaje de desnaturalización de la proteína. Los datos con letras iguales no presentan diferencias significativas
Rynne y sus colaboradores (2004) reportan que en el proceso de pasteurización a 72 °C x 15 segundos se obtiene un porcentaje de desnaturalización del 7%, valor cercano a 8,47 ± 0.58% determinado en este trabajo. A 63°C x 30 min ellos no obtienen desnaturalización de las proteínas; sin embargo, en nuestro estudio a 65 °C existe un 5.4%, lo cual está de acuerdo con la tendencia en la dependencia de la desnaturalización con la intensidad del tratamiento térmico.
En la Figura 3, se reportan los promedios del porcentaje de humedad determinadas en el queso elaborado en el laboratorio. Se observa un incremento de humedad en los quesos en relación con el tratamiento control, este incremento se debe a la capacidad de retención de agua inducido por el estiramiento (desnaturalización) que sufren las moléculas de las proteínas del suero por acción del calor (Kethireddipalli et al., 2010), la cual provoca además una cuajada débil (Grappin y Beuvier, 1997) pero a la vez un incremento en el rendimiento del queso, como se observa en la Figura 4. Estadísticamente los primeros tres tratamientos son significativamente diferentes, pero el tratamiento a 72 °C y el de punto de ebullición son iguales. Se debe señalar que el porcentaje de humedad de todos los tratamientos cumple con los requisitos de la norma NTE INEN 1528:2012 Primera revisión que para quesos blandos debe tener un valor máximo del 80%.
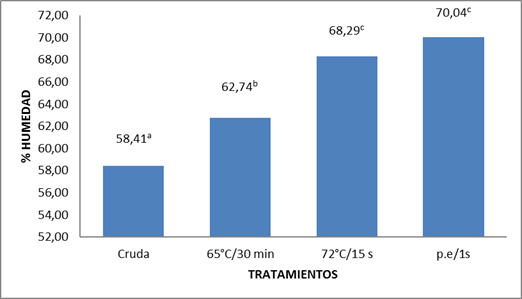
Fig. 3: Influencia del tratamiento térmico sobre la humedad. Los datos con letras iguales no presentan diferencias significativas.
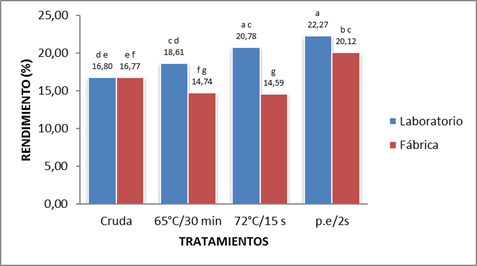
La Figura 4, compara los valores promedios de los rendimientos obtenidos a nivel de laboratorio con respecto a los de planta y se puede evidenciar que a nivel de laboratorio el rendimiento aumenta con el aumento de la temperatura. Sin embargo, a nivel de fábrica se produce una disminución en la producción de queso de hasta un 2%” en los tratamientos a 65°C y a 72°C. Esto ocurre debido a que por efecto de la temperatura se forman coágulos finos (Singh y Waungana, 2001) que en fábrica se van en el lactosuero durante el desuerado y no contribuyen al rendimiento del queso. Se determinó además que no existen diferencias significativas en el rendimiento para los dos primeros tratamientos (65 y 72 °C). En el caso del tratamiento a punto de ebullición existe un incremento debido a que se adicionó el doble de Cloruro de Calcio para endurecer la cuajada evitando pérdidas durante el desuerado (Sbodio et al., 2010).
Es importante enfatizar que durante el proceso de elaboración del queso en el laboratorio se observó que el aumento de temperatura en la pasteurización de la leche provocó una cuajada débil, es decir con poca firmeza mecánica que dificultó la cortada, y que además la formación del coágulo requirió de más tiempo. Esto es debido al aumento de la hidratación de las proteínas desnaturalizadas cuando se aumenta la temperatura (Schreiber, 2001; Singh y Waungana, 2001).
El calor afectó también al sabor y olor del queso sobre todo en los tratamientos a punto de ebullición, en el que presentó un sabor a cocido y un olor a requesón (queso obtenido del suero). Esto se debe a la liberación de los radicales sulfhídrico que se liberan de las β-lactoglobulina y α-lactoalbúmina formando compuestos sulfurados (Hicks, et al., 1986), por lo que este tratamiento no es muy recomendado.

Fig. 4: Influencia del tratamiento térmico sobre el rendimiento del queso elaborado en laboratorio y en fábrica.
En la Figura 5, se muestran los valores medios del rendimiento de los procesos de fabricación de queso y mediante el análisis de Tukey a un nivel de significancia menor a 0,05 se puede observar que en planta no hay diferencia significativa entre el rendimiento del queso al producir con leche cruda y pasteurizada a 65°C pero si con el resto de temperaturas, tampoco se observan diferencias significativas en el rendimiento entre los tratamientos a 65 y 72 °C, siguiendo esta misma tendencia en el rendimiento de los quesos producidos en el laboratorio.
Se evidencia también que no existen diferencias significativas entre la producción en el laboratorio con la planta cuando se utiliza leche cruda, pero sí para el resto de tratamientos.
Conclusiones y Recomendaciones
En resumen, hemos estudiado los efectos del tratamiento térmico en la pasteurización de la leche y en la fabricación del queso fresco, utilizando leche cruda y tratada a 65 °C por 30 minutos, 72 °C por 15 segundos y a ebullición por 2 segundos. Los resultados a nivel de laboratorio reflejan que el incremento de temperatura provoca una mayor desnaturalización de las proteínas, un mayor rendimiento y un aumento de la humedad en el queso en relación al obtenido con la leche cruda. Sin embargo, estadísticamente los resultados demostraron que el tratamiento térmico sí influye en la desnaturalización de las proteínas pero no en el rendimiento del queso. Los resultados obtenidos en la investigación en fábrica revelaron que a temperatura de 65° y 72 °C el rendimiento disminuye con relación a la producción con leche cruda, pero estadísticamente no presenta diferencias significativas en el rendimiento para leche pasteurizada a 65 °C por 30 minutos y la leche cruda.
Entonces podemos concluir que a medida que se incrementa la temperatura en la pasteurización de la leche incrementa el porcentaje de desnaturalización de las proteínas, pero no influyen en el rendimiento de la elaboración del queso, tanto a nivel de laboratorio como de fábrica, cuando la temperatura de pasteurización es de 65° y 72 °C.
Pese a que la pasteurización de la leche a punto de ebullición da un mayor rendimiento, no se recomienda este procedimiento debido a que se requiere mayor cantidad de cloruro de calcio y el queso tiene un olor a leche cocida.

