










 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Similars in
SciELO
Similars in
SciELO 
 Permalink
Permalink
1. INTRODUCCIÓN
La preocupación actual por temas ambientales como una problemática de carácter global, incluye una serie de acciones en función de la minimización de generación de residuos, su reutilización o aprovechamiento y la protección del medio ambiente (Gonzáles, 2018, p.1). El impacto ambiental más importante de las industrias cárnicas es la descarga de efluentes, pues este vertido contiene una alta concentración de sólidos, mezcla de sangre y grasas que lo convierten en un contaminante peligroso. Los parámetros que se emplean para caracterizar los efluentes son: la demanda biológica y química de oxígeno o DBO5 y DQO, aceites, grasas y sólidos suspendidos. El valor de estas variables indicará la necesidad de tratamiento o la factibilidad de disposición directa en el alcantarillado (Kusanovic, 2009, p. 1; Ramos, 2018, p.3).
En el Distrito Metropolitano de Quito, todos los vertidos líquidos procedentes de industrias, comercios o servicios que son descargados en el alcantarillado público, deben cumplir con la Resolución N002-SA-2014.
Al evaluar los parámetros de calidad de los efluentes resultantes de la elaboración de embutidos, se determina que contienen en promedio una concentración de 2159 mg/L de aceites y grasas; 3055 mg/L de DQO; 2314,2 mg/L de DBO5 y, 3130,5 mg/L de sólidos suspendidos. Estos valores sobrepasan lo establecido en la Resolución N002-SA-2014. La alta concentración de DBO5 indica la necesidad de un tratamiento biológico, dado que la materia biológica se descompone a mayor velocidad cuando la relación entre DBO5, y DQO es igual o mayor a 0,5 (Fresenius et al., 2013, p. 126).
El lombrifiltro es un sistema de tratamiento biológico y dinámico que contiene un filtro aeróbico que emplea a la especie Eisenia foetida (lombriz roja), para consumir la materia orgánica (MO) presente en los efluentes y transformarla en humus. El empleo de esta metodología no genera riesgos residuales significativos, pues no genera olores ni lodos, y puede alcanzar una eficiencia del 95 % de remoción de DBO5. Este sistema es una alternativa financieramente económica y de bajo impacto ambiental, en comparación con otras metodologías como lagunas de estabilización o lodos activos (Hernández, 2005, p. 45; Cano y Palacios, 2013, p. 21).
Para mejorar el rendimiento del lombrifiltro, es menester remover la materia grasa del efluente, pues los lípidos dificultan la propagación del oxígeno en el agua o la degradación del material orgánico, minimizando su efectividad. Consecuentemente, posterior a este sistema biológico, es necesario disponer de un sistema de flotación por aireación que remueva los sólidos procedentes de la acción del sistema biológico (Romero, 2001, p. 426).
El análisis de esta planta de tratamiento permitirá mejorar la calidad del efluente, para que cumpla con la normativa ecuatoriana aplicable, minimizar el impacto ambiental y evitar pérdidas económicas por sanciones.
2. MATERIALES Y MÉTODOS
2.1 Materiales
La descarga líquida contaminada proviene de una industria de embutidos localizada en la parroquia de Carcelén, Quito-Ecuador.
Para realizar los ensayos de sedimentación a nivel de laboratorio, se emplearon embudos de separación de un volumen de 1000 mL y, un cronómetro para cuantificar el tiempo de separación entre el agua residual y los lípidos.
En la Figura 1, se muestra el lombrifiltro empleado para el desarrollo de la planta de tratamiento de aguas residuales. Su estructura está compuesta por un recipiente de plástico, que cuenta con una capa de piedras de diámetros entre 2,5 y 10 centímetros, una capa de grava, una de aserrín y viruta, y finamente una capa de lombrices rojas, adquiridas en Lombriart.

A través de una celda de flotación estilo Denver, facilitada por el DEMEX (Departamento de Metalurgia Extractiva), se adecuó un sistema de flotación por aireación.
2.2 Métodos
Los ensayos experimentales se ejecutaron por triplicado y el análisis de datos se realizó estadísticamente.
2.2.1 Caracterización de los efluentes de una industria de embutidos
La caracterización del agua residual se realizó en base a la metodología estandarizada para el análisis de agua y de aguas residuales para DQO, DBO5, sólidos suspendidos, aceites y grasas. Los análisis de DBO5 y DQO se realizaron en un laboratorio calificado, mientras que el análisis de los otros parámetros se realizó en un laboratorio de la academia.
2.2.2 Determinación de la efectividad de la trampa de grasa a nivel de laboratorio
Las muestras tomadas del agua residual se colocaron en embudos de separación y se aforaron hasta los 1000 mL. Se tomó el tiempo de separación de las grasas y aceites de la fase acuosa.
Los efluentes muestreados de la industria en mención se colocaron en un balde de 8 litros de capacidad con una bomba acoplada electro sumergible con una manguera para el traslado del agua entre el balde y la trampa de grasa. Tras accionar el sistema y considerando el área superficial y el tiempo de separación, se muestreó el agua residual para un caudal de 14,8 mL/s. El análisis de grasas y aceites se realizó a través del procedimiento APHA 5520 B (APHA, 2012).
2.2.3 Valoración de un lombrifiltro a escala de laboratorio
Se muestrearon caudales aleatorios de 1000, 710 y 1000 mL/d con alturas de 8 cm, 5 cm y 4 cm respectivamente, considerando exista una adecuada distribución del agua. Bajo observación, se estableció el tiempo de filtrado de cada prueba. Con estos parámetros se determinó el área específica de aserrín (Metcalf y Eddy, 2003).
El porcentaje de eficiencia del lombrifiltro fue determinado con la media del DBO5 resultante de la caracterización del agua residual libre de materia grasa (Metcalf y Eddy, 2003).
Se efectuaron 3 ensayos con los caudales de 3,5 L/d y 1,5 L/d; los cuales se determinaron en base a las cargas hidráulicas 44,7 m/d y 19,2 m/d, respectivamente, a distintos tiempos de retención: 24, 21, 17, 14, 8 y 4 horas, siendo el primer valor, el tiempo máximo de degradación de materia orgánica presente en los efluentes (Metcalf y Eddy, 2003). Posterior a cada tiempo de retención, se efectuaron pruebas de sólidos suspendidos, DQO y DBO5.
La eficiencia del lombrifiltro fue determinada una vez alcanzada una concentración de DBO5 igual al límite permitido en la Resolución Nº2-SA-2014 de la Secretaría del Ambiente.
2.2.4 Valoración del sistema de flotación por aireación
La evaluación del sistema se realizó a través de una celda Denver. Para el análisis se utilizó el agua residual del lombrifiltro, considerando la presencia de partículas de aserrín.
Se realizaron 3 pruebas por cada velocidad: 1400 rpm y 1200 rpm, en un tiempo de flotación de 20 minutos. Cada 5 minutos se muestreó y analizaron los parámetros de DQO, DBO5 y sólidos suspendidos (Metcalf y Eddy, 2003, p. 130).
3. RESULTADOS Y DISCUSIÓN
3.1 Descripción del agua residual de la industria de embutidos
Se determinó un valor de 2159 ± 242,8 mg/L para el parámetro de grasas y aceites. El valor resultante en esta investigación supera en un 2984,3 %, al límite permitido en la Resolución Nº2-SA-2014 cuyo valor es 70,0 mg/L.
Para los indicadores de demanda biológica y química de oxígeno (DBO5 y DQO), se obtuvieron una cantidad de 2314,2 ± 122,7 mg/L y 3054,5 ± 161,9 mg/L, respectivamente. Los valores obtenidos sobrepasan los límites determinados en la normativa nacional, que establecen 170,0 mg/L para DBO5 y 350,0 mg/L DQO. Los elevados valores de estos parámetros se atribuyen al uso de carne en el proceso de fabricación de embutidos, la cual es rica en materia orgánica (Behling et al., 2008).
Finalmente, tras el análisis del parámetro de sólidos suspendidos se obtuvo una media de 3130,5 ± 14,5 mg/L, excediendo en un 3030,5 % el valor establecido en la Resolución Nº2-SA-2014 cuyo límite es equivalente a 100 mg/L.
3.2 Análisis del uso de la trampa de grasa
3.2.1 Cuantificación del tiempo de segregación de grasas y aceites del agua residual
Se realizaron 3 ensayos para evaluar el tiempo de separación gravitacional, obteniéndose los siguientes resultados: 5,4 min; 5,2 min; 5 min. El tiempo medio de separación de las grasas y aceites es de 5,2 ± 0,2 min, es decir, el rango de separación es de 5 a 5,4 minutos. Este valor concuerda con lo señalado en la Norma CPE INEN 5, en la cual se menciona que un rango adecuado de separación entre las fases toma entre 3 y 5 minutos. La velocidad de separación se atribuye a la existencia de grasas con una gravedad específica menor, que les permite ascender a la superficie del agua de manera más rápida que aquellas que no (Mendoza et al., 2004, p.68).
3.2.2 Valoración de los aceites y grasas en la trampa de grasa
Se realizaron tres ensayos con el fin de cuantificar las grasas y aceites a un tiempo de separación gravitatoria igual a 5,2 minutos. La concentración de grasas y aceites en el efluente fue inicialmente de 2159 mg/L. Tras la primera prueba se redujo a 65 mg/L, lo cual corresponde a un porcentaje de remoción del 97 %. En la segunda y tercera prueba se alcanzaron valores de 60 y 59 mg/L de contenido de grasas y aceites, equivalentes al 97 % y 97 % de remoción.
La desviación estándar de los datos presentados es igual a 3,2, un valor que indica una baja dispersión con respecto a la media, por lo cual se puede considerar confiable el valor obtenido. El valor promedio obtenido de 61,3 mg/L cumple con lo estipulado en la normativa aplicable.
3.2.3 Diseño de la trampa de grasa
El diseño y escalado de la trampa de grasa contempló la metodología de diseño descrita por Calderón (2014) y los lineamientos establecidos en la Norma CPE INEN 5 (Calderón, 2014, p.31; INEN, 2014, p.229).
Las dimensiones establecidas para el diseño de la trampa de grasa fueron: 1,4 m (alto); 0,30 m (largo) y 0,30 m (ancho).
3.3 Análisis del biofiltro
3.3.1 Determinación de la superficie de aserrín
La determinación del área de aserrín, tomó en cuenta parámetros como el caudal, la altura y el tiempo de retención. El detalle de los resultados se presenta en la Tabla 1.
Tabla 1 Área específica del aserrín
| Altura (cm) | Caudal (L/día) | Tiempo de retención (h) | Área específica de aserrín (m2/g) |
|---|---|---|---|
| 4 | 1 | 4 | 3,4 |
| 5 | 0,71 | 6 | 3,7 |
| 8 | 1 | 8 | 3,6 |
| Media | 3,56 ± 0,15 | ||
Utilizando el valor medio obtenido del área superficial del aserrín, 3,56 m2/g, se determinó el tiempo de permanencia en el cual la concentración de DBO5 alcanza lo establecido en la Resolución Nº2-SA-2014.
El resultado obtenido permite establecer que el polvo tratado tiene las siguientes características: estructura fina, irregular, resistente al flujo y tendencia a la acumulación del contaminante en la superficie por su porosidad, un aspecto favorable para facilitar la alimentación de las lombrices rojas con la materia orgánica que se retiene (Portero, 2014, pp. 39-40).
3.3.2 Evaluación de la eficiencia del lombrifiltro
En la Figura 2, se presenta el esquema con las medias de DBO5 obtenidas de cada muestra tomada de los ensayos de caudal vs tiempo de retención. Se puede observar cómo la tendencia tiende a la baja conforme incrementa el tiempo de retención.
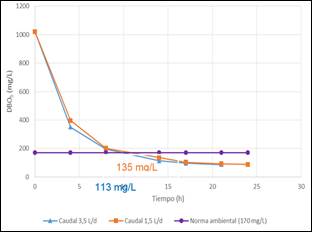
De lo observado, se puede definir que el estudio del tratamiento previo al diseño y desarrollo del lombrifiltro, permitió determinar el tiempo óptimo de retención en el cual la especie Eisenia foetida remueve una mayor proporción de materia orgánica. El tiempo determinado de retención es 14 horas. Bajo estas condiciones, los valores de los parámetros de calidad del agua cumplen los requisitos establecidos en la Resolución N°2-SA-2014 del Municipio de Quito. Así mismo, se evaluó la eficiencia de remoción de MO para los caudales de 1,5 L/día y 3,5 L/día, cuyos porcentajes son igual a 89 % y 87 % respectivamente.
3.3.3 Diseño del lombrifiltro
Considerando un caudal de 25 m3/día, se vio imposibilitada la edificación de la planta de tratamiento en el espacio dispuesto por la fábrica de embutidos, por lo cual se dispuso a dividir el caudal en tres unidades (8,3 m3/día), de modo que se tengan 3 lombrifiltros de menores dimensiones y acoplados de forma paralela.
Las dimensiones del lombrifiltro fueron: 272 cm de altura total, 150 cm de altura del lecho, 50 cm de profundidad y 550 cm de ancho.
3.4 Dimensionamiento del tanque de almacenamiento
Las dimensiones del tanque consideraron parámetros como el volumen ocupado por el agua residual procedente de los biofiltros, y la necesidad de evacuar el agua al sistema de flotación por aireación.
El tanque fue diseñado en acero inoxidable AISI 304, con una base circular, capacidad de almacenamiento igual a 25 m3, diámetro de 2,1 m y una altura de 1,0 m, bajo una presión de 0,71 atm, y una temperatura de 20°C (temperatura media de la ciudad de Quito) (Megyesy, 2001, p.182).
3.5 Valoración del sistema de flotación por aireación
3.5.1 Flotación por aireación a distintas velocidades de agitación
La Tabla 2 contiene la información de la variación de la concentración, expresado en g/L, de los sólidos suspendidos a diferentes tiempos de flotación y una velocidad de agitación de 1400 revoluciones por minuto.
Tabla 2 Cuantificación de los sólidos suspendidos de aguas residuales a 1400 rpm
| Tiempo de flotación (min) | Concentración de sólidos suspendidos (g/L) | |||
|---|---|---|---|---|
| Prueba 1 | Prueba 2 | Prueba 3 | Media | |
| 0 | 0,852 | 0,852 | 0, 852 | 0, 852 |
| 5 | 0,677 | 0,664 | 0,684 | 0,675 ± 0,010 |
| 10 | 0,333 | 0,318 | 0,313 | 0,321 ± 0,010 |
| 15 | 0,160 | 0,155 | 0,133 | 0,149 ± 0,014 |
| 20 | 0,092 | 0,095 | 0,090 | 0,092 ± 0,003 |
Como se puede evidenciar, a un tiempo de flotación de 20 minutos y un velocidad de 1400 revoluciones por minuto (rpm), la cuantificación de sólidos suspendidos disminuye a un valor de 92 ± 3 g/L (89,2% de remoción), un valor que se encuentra dentro de los límites permitidos por la Resolución N°2-SA-2014.
Los resultados del análisis de sólidos suspendidos a 1200 revoluciones por minuto, se indican en la Tabla 3.
Tabla 3 Cuantificación de los sólidos suspendidos de aguas residuales a una velocidad de agitación de 1200 rpm
| Tiempo de flotación (min) | Sólidos suspendidos (g/L) | |||
|---|---|---|---|---|
| Prueba 1 | Prueba 2 | Prueba 3 | Media | |
| 0 | 0,852 | 0,852 | 0,852 | 0,852 |
| 5 | 0,701 | 0,689 | 0,698 | 0,696 ± 0,006 |
| 10 | 0,413 | 0,407 | 0,383 | 0,401 ± 0,016 |
| 15 | 0,137 | 0,177 | 0,153 | 0,156 ± 0,019 |
| 20 | 0,098 | 0,096 | 0,091 | 0,095 ± 0,004 |
Se puede observar que así mismo, bajo una velocidad de 1200 rpm del agitador, a los 20 minutos de permanencia los sólidos suspendidos alcanzan valores de 0,095 ± 0,004 g/L (88,8% remoción), valor acorde a la norma asociada.
De los resultados se concluye, que el sistema de flotación por aireación en una celda Denver, reduce la cantidad de sólidos suspendidos en el efluente cuando el tiempo de estancia es igual a 20 minutos.
3.5.2 Diseño de la celda de flotación
Los resultados de la determinación de las dimensiones de la celda de flotación a escala industrial se detallan en la Tabla 4.
Tabla 4 Dimensiones de la celda de flotación a escala industrial
| Parámetro | Valor | Unidad |
|---|---|---|
| Volumen | 0,7 | m3 |
| Alto | 140 | Cm |
| Longitud | 70 | Cm |
| Ancho | 70 | Cm |
| Tiempo de flotación | 40 | Min |
| Potencia del agitador | 0,19 | kW |
Considerando la existencia de sólidos suspendidos en el efluente, se seleccionó una turbina abierta axial de seis cuchillas (Ludwig, 2001, p. 290).
3.6 Diseño de la planta de tratamiento de aguas residuales
3.6.1 Diagramas del proceso para el diseño de la planta
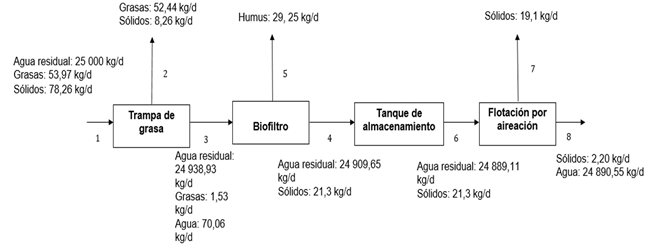
Los diagramas en el diseño de planta permiten visualizar o determinar información importante de los procesos químicos. El esquema del funcionamiento interno del sistema se presenta en la Figura 3 a través del diagrama de bloques (BFD).
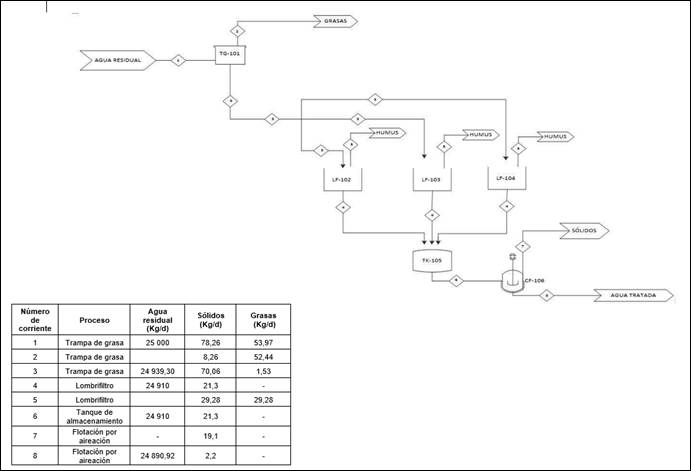
Las operaciones unitarias del diagrama de flujo del proceso (PFD) se connotan con números y letras para su identificación. El diagrama indica secuencialmente las actividades realizadas y los procesos involucrados en el sistema de tratamiento de aguas residuales. Los procesos en el diagrama de flujo del proceso se nombran en función de la nomenclatura de los equipos, tal como se presenta en la Figura 4.

En la Figura 5 se presenta el diagrama de tuberías e instrumentación (PID) de la planta de tratamiento de aguas residuales de la industria de embutidos. En el diseño se implementó un control automático con el fin de controlar el comportamiento y mejorar el desempeño del sistema.
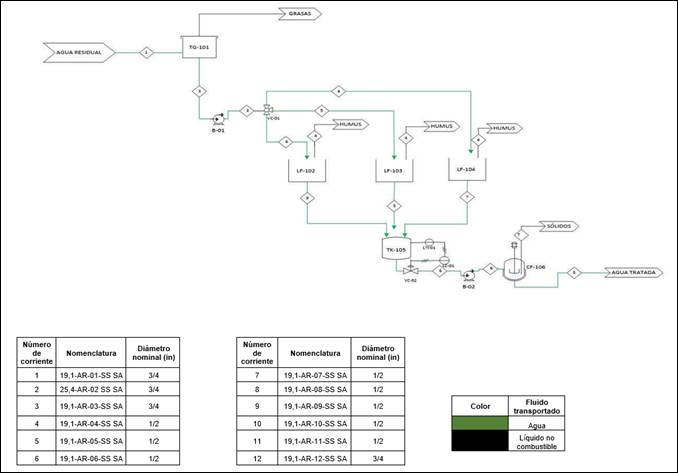
Figura 5 Diagrama de tubería e instrumentación (PID) del sistema de tratamiento de aguas residuales (Jiménez, 2016)
4. CONCLUSIONES
El agua residual procedente de las operaciones de la industria de embutidos presenta: 2159 mg/L de grasas y aceites, 2314 mg/L de DBO5, 3056 mg/L de DQO y 3136 mg/L de sólidos suspendidos, sobrepasando lo estipulado en la ley en un 2984,3 %; 1261,3 %; 772,7 %; y 3030,5 % , respectivamente. Estos valores, exceden los límites establecidos en la Resolución Nº2-SA-2014 de la ciudad de Quito.
A través de la separación por gravedad se determinó que el tiempo que tarda en separarse el agua residual de las grasas y aceites es de 5,2 min. En ese lapso, se eliminó el 97,3 % de las grasas y aceites presentes, logrando alcanzar los valores legales permitidos y aplicables para este parámetro. Las dimensiones de la trampa de grasa industrial son: 0,3 metros de ancho; 0,3 metros de largo y 1.4 de altura.
Utilizando como base los parámetros de diseño de laboratorio, se construyeron 3 lombrifiltros de 6,5 metros de longitud, 5,5 metros de ancho, 1,5 metros de altura sustrato-soporte y una altura total de 2,7 metros cada uno, con un 86,9 % de eficiencia de remoción de DBO5.
Para alcanzar los límites máximos permitidos por la Resolución N°2-SA-2014 en cuanto al parámetro de sólidos suspendidos, resulta efectiva la aplicación del sistema de flotación por aireación en la celda Denver que permite una remoción del 89,2 % de sólidos suspendidos y un tiempo de flotación de 20 minutos. A nivel industrial, las dimensiones de las celdas de flotación son: 0,7 metros de largo, 1,4 metros de altura, y 0,7 metros de ancho, con un tiempo de flotación de 40 minutos. El agitador más apropiado para este sistema es uno con una turbina de seis cuchillas curvadas y una potencia de 0,19 kW.




