











 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
Permalink
1. Introducción
El uso de materiales poliméricos compuestos se ha incrementado considerablemente en nuestras vidas, no solo en aplicaciones técnicas, sino también en aplicaciones diarias. Esto se debe a su capacidad de adaptarse a las propiedades deseadas [1]. Las matrices termoestables tales como resinas de poliéster no saturadas (UP, unsaturated polyester), epoxi (EP, epoxy), fenólicas (PF, phenolics) [2 – 4], entre otras, y las fibras de refuerzo tales como carbón (CF, carbon fibers), aramida (AF, aramid fibers) y vidrio (GF, glass fibers) son las más utilizadas debido a las altas propiedades mecánicas que pueden proporcionar conjuntamente con pesos muy bajos, que las hacen adecuadas para aplicaciones automotrices, deportivas, balísticas y de construcción civil, entre otras [ 5 – 9 ]. No obstante, las fibras convencionales de alto desempeño presentan algunas desventajas. Entre otras, un inconveniente crítico de estas fibras está relacionado a los costos y condiciones de producción como, por ejemplo, que las CF requieren temperaturas extremadamente altas para obtener fibras altamente purificadas. Por otra parte, estas fibras de refuerzo convencionales tienen un impacto ambiental importante, relacionado a las etapas de producción y la problemática luego de su vida útil; esto significa que su producción en masa es prácticamente inviable [10, 11].
Las matrices basadas en resinas epoxi son las más utilizadas, debido a las excelentes propiedades mecánicas, térmicas y de recubrimiento que proporcionan a materiales compuestos. En general, esto se logra por los grupos funcionales que se encuentran en su estructura, concretamente anillos epoxi/oxirano que pueden polimerizarse para formar estructuras de red 3D. La mayoría de las resinas epoxi actualmente disponibles están basadas en éter de diglicidil de bisfenol A (DGEBA, diglycidyl ether of bisphenol A), que proviene de la reacción del epiclorohidrin y el bisfenol A (BPA, bisphenol A) [12]. Estos componentes son materiales derivados del petróleo y, como las fibras sintéticas, tienen un impacto considerable en el aumento de la huella de carbono.
Con el fin de desarrollar materiales compuestos con impacto ambiental bajo o restringido, se han llevado a cabo estudios de investigación con ambos componentes, es decir, las matrices termoestables y las fibras de refuerzo [13]. Los epoxi tradicionales son bioderivados, como se mencionó anteriormente, pero en décadas recientes se han fabricado industrialmente nuevos epoxi a partir de recursos renovables, contribuyendo así a disminuir la huella de carbono global.
Este tipo de resinas se caracteriza por el hecho de que parte de su contenido se obtiene de recursos renovables, a diferencia de las resinas convencionales que se obtienen de derivados del petróleo. Los aceites vegetales (VO, vegetable oils) han ganado gran relevancia debido a su potencial en la fabricación de materiales de base biológica [14, 15]. La estructura básica de estos aceites vegetales está basada en una estructura triglicérida compuesta de tres ácidos grasos diferentes, adjuntos químicamente a un esqueleto de glicerol. Algunos de estos ácidos grasos, tales como los ácidos oleico, linoleico y linolénico, contienen uno, dos o tres carbonos no saturados, respectivamente, lo que permite la modificación selectiva de los VO con diferentes funcionalidades químicas. Los VO pueden ser epoxidados, maleinizados, hidroxilados, acrilados y así sucesivamente, para obtener resinas con base biológica parcial. Estas resinas «inocuas para el medioambiente» han sido desarrolladas de manera tal que sus propiedades mecánicas y térmicas son similares a sus contrapartes petroquímicas, para que puedan competir con resinas termoestables derivadas del petróleo, con la característica adicional de su origen renovable [13].
Una alternativa al uso de fibras sintéticas y de lana de roca en la fabricación de materiales compuestos de alto desempeño, es reemplazar total o parcialmente algunas de estas fibras y/o tejidos con fibras naturales. Muchos investigadores han enfocado sus estudios en el desarrollo de materiales compuestos híbridos con fibras convencionales y naturales. Las fibras naturales tales como cáñamo, lino y hoja de palma son las más utilizadas, y ofrecen propiedades balanceadas interesantes [16,17]. Una fibra que destaca por sus excelentes propiedades mecánicas, debido a su composición y estructura es el lino [9]. Sin embargo, los compuestos completamente de lino no pueden competir con materiales compuestos de alto desempeño. Es por esto por lo que la fabricación de estructuras compuestas híbridas se ha convertido en una alternativa interesante, para encontrar un balance entre inquietudes ambientales y propiedades técnicas.
Dado que las fibras naturales no pueden competir con las fibras de alta tecnología como carbonos o aramidas, es muy común combinar fibras naturales con fibras minerales, las cuales son más rentables en comparación con las fibras de alta tecnología. Las fibras de basalto han sido utilizadas en materiales compuestos termoplásticos y termoestables, como una alternativa a la fibra de vidrio. Estas fibras son obtenidas a partir de rocas de basalto, que son unas de las más abundantes sobre la superficie terrestre. Su estructura es bastante similar a la de la fibra de vidrio, pero con diferente contenido de sílice y alúmina. A diferencia de la fibra de vidrio, el proceso de producción de la fibra de basalto es más sencillo, más eficiente y no genera desecho, debido a la estructura simple. Barouni y Dhakal [18] han desarrollado compuestos híbridos lino/vidrio con una mejora en las características de daño por impacto, debido a la capacidad de las fibras de lino de absorber la energía del impacto. Por otra parte, Mazur et al. [19] estudiaron el efecto híbrido de compuestos basados en fibras de basalto y carbono, donde se reportó un incremento en la resistencia y en el módulo de elasticidad cuando la masa compartida de las fibras era cerca del 7 % en peso.
Entre los materiales compuestos híbridos, es valioso resaltar el interés en los paneles tipo sándwich. Estos han sido utilizados en áreas donde se requiere mayor espesor, menor peso, alta rigidez y capacidad de aislamiento. Estos son utilizados generalmente en las áreas de construcción, automotriz, aviación, y así sucesivamente, debido a su extraordinaria capacidad de soportar fuerzas de flexión (fuera-del-plano) [20]. Los paneles tipo sándwich están compuestos por dos láminas externas (chapas superficiales), y un núcleo que en general tiene propiedades inferiores que las láminas superficiales, pero contribuye a soportar las fuerzas fuera-del-plano por los esfuerzos con las láminas externas.
Usualmente, las láminas superficiales son chapas compuestas con varias capas con tejidos orientados en diferentes direcciones, para mejorar el comportamiento de la isotropía [21]. Frecuentemente, estas láminas superficiales consisten de chapas de poliéster no saturado (UP, unsaturated polyester) con fibras de vidrio (GF, glass fibers) para aplicaciones con desempeño mecánico moderado, o capas epoxi (EP, epoxy) con fibras de carbono (CF, carbon fibers) y/o aramida (AF, aramid fibers) para aplicaciones con alta exigencia mecánica [22, 23]. Usualmente, el núcleo está hecho de materiales con baja densidad y características mecánicas relativamente pobres, debido a que su propósito no es soportar resistencia mecánica. Los materiales del núcleo ofrecen alta ligereza y muy buena capacidad de absorción de los esfuerzos de corte. Algunos de los núcleos ampliamente utilizados incluyen madera de balsa, poliuretano, o estructuras de panal [24 – 26]. La fabricación de paneles tipo sándwich compuestos, se lleva a cabo usualmente mediante laminado manual y envasado al vacío.
En años recientes, algunos estudios de investigación se han enfocado en el desarrollo de núcleos que no solo sean parte del panel tipo sándwich, sino que también contribuyan a mejorar los procesos de fabricación. El moldeado por infusión de resina asistida por vacío (VARIM, vacuum assisted resin infusion moulding) es una técnica ampliamente utilizada, y es una alternativa al proceso industrial de moldeado por transferencia de resina (RTM, resin transfer moulding) para obtener de manera simple, materiales compuestos con excelentes propiedades balanceadas. Sin embargo, el proceso VARIM requiere diferentes consumibles (boquilla de infusión, malla de purga, tubo espiral, y así sucesivamente), y no es el mejor proceso de fabricación para paneles tipo sándwich porque los núcleos típicos no transfieren la resina infusionada.
Recientemente se han desarrollado nuevos núcleos con características multifuncionales. Por una parte, ellos pueden actuar como materiales núcleo en estructuras tipo sándwich, y por otra parte ofrecen suficiente porosidad para mejorar la infusión de resina a través de ellos. Algunos de estos núcleos están compuestos por una estructura de celda separada por canales con microesferas sintéticas, las cuales no absorben resinas; este canal ayuda a que la resina fluya a través del material compuesto [27]. Chatys et al. [28] han utilizado Lantor Soric® en compuestos tipo sándwich con fibras de carbono para fabricar parachoques de seguridad para vehículos, debido a su flexibilidad y su capacidad de absorber la energía de impacto en comparación con partes metálicas convencionales. Eum et al. [29] han reportado que al utilizar el núcleo como un medio de infusión en un proceso VARTM convencional, es posible proporcionar propiedades similares a compuestos similares, dado que estos no capturan la resina y ayudan a corregir su flujo.
Los materiales compuestos híbridos, debido a la naturaleza diversa de sus componentes, usualmente no tienen la sinergia requerida, dado que los esfuerzos no son transferidos correctamente a las fibras de refuerzo, que generalmente son el material más resistente. En general, se han desarrollado varios métodos para mejorar la interacción en la intercara entre las fibras y la resina. El método más utilizado es el tratamiento químico con silanos adaptados. Los silanos ofrecen funcionalidad dual, que les permite reaccionar primero con la superficie de la fibra, y durante el entrecruzamiento, pueden reaccionar con la resina, produciendo así puentes químicos reales entre la matriz termoestable y las fibras de refuerzo [30, 31].
El objetivo de este trabajo es el desarrollo de estructuras tipo sándwich novedosas y altamente livianas, utilizando fibras de basalto y lino como fibras de refuerzo. Un poliéster no tejido con celdas hexagonales se ha utilizado como el material núcleo, para evaluar el potencial de fabricación de paneles tipo sándwich compuestos, a través de un moldeado por infusión de resina asistida por vacío (VARIM, vacuum assisted resin infusion moulding) convencional, utilizando el núcleo como medio de infusión. Los paneles tipo sándwich obtenidos han sido caracterizados en condiciones de flexión e impacto, para entender las propiedades de resistencia y el efecto del tratamiento con silano. Luego se realiza una FESEM para analizar la interacción en la intercara entre las fibras de refuerzo y la resina epoxi de base parcialmente biológica.
2. Experimental
2.1. Materiales
Una resina epoxi de grado comercial de base parcialmente biológica (31 % de contenido renovable de acuerdo con ASTM D6866-12) fue utilizada como la matriz termoestable. Esta consistió de una resina epoxi base Resoltech® 1070 ECO, y un endurecedor basado en amina grado Resoltech® 1074 ECO de Castro Composites Importar tabla
(Pontevedra, España). La proporción resina a endurecedor fue 100/35 partes por peso, como lo recomienda el fabricante. El sistema fue mezclado profundamente por métodos manuales hasta obtener una mezcla uniforme.
Se utilizaron dos tejidos de refuerzo diferentes. Por un lado, tejido de basalto BAS 940.1270 de Basaltex® (Wevelgem, Bélgica), hecho de 100 % de filamentos de basalto continuos. Este tejido muestra un peso específico superficial de 940 g/cm2 y un espesor de 0.54 mm. Por otro lado, tejido de lino Biotex® Flax fue obtenido de Composites Evolution (Chesterfield, Reino Unido), con un peso específico superficial 400 g/cm2 y un espesor de 0.7 mm.
El material núcleo fue un Lantor Soric® XF suministrado por LANTOR® (Veenendaal, Los Países Bajos), no tejido y con peso específico superficial 250 g/cm2. Este fue utilizado como material núcleo y medio de infusión. Para mejorar la interacción en la intercara entre las fibras/tejidos seleccionados y la matriz epoxi, un silano glicidil-funcional (3-glicidiloxipropilo) trimetoxisilano se utilizó como agente de acoplamiento. Este fue suministrado por Sigma-Aldrich (Madrid, España).
2.1.1. Pretratamiento de tejidos
En general, las fibras de basalto se cubren con un encolado basado en silano, para proporcionar hebras que puedan interferir con el proceso de producción de los paneles. Para remover dicho encolado y cualesquiera impurezas externas, las fibras de basalto fueron inicialmente sometidas a un tratamiento térmico a 300 ºC por 3 horas.
La interacción en la intercara entre los tejidos y la matriz fue mejorada por un tratamiento de silanización. Tanto las fibras de basalto como las de lino fueron sumergidas en una solución acuosa de silano al 1 % en peso, durante 2 horas a temperatura ambiente; luego la solución fue agitada con un agitador magnético para obtener una solución uniforme. Durante esta etapa ocurre la hidrólisis del silano, y los grupos posteriores de hidroxilo se mueven a la superficie de los tejidos.
Para completar el proceso de silanización de anclaje químico a través de condensación de los silanos con los hidroxilos en la superficie de ambas fibras, un horno de aire circulante fue utilizado para secar las fibras funcionalizadas por 12 horas a 80 ºC. Esta etapa proporciona enlaces fuertes entre los grupos hidrolizados de silano y el grupo hidroxilo en los tejidos tanto de basalto como de lino, a través de un proceso de condensación con la liberación de agua que se elimina por evaporación.
2.1.2. Fabricación de laminados compuestos híbridos basalto/lino
El proceso utilizado para la fabricación de los laminados tipo sándwich híbridos fue el moldeado por infusión de resina asistida por vacío (VARIM), en vez de utilizar el proceso usual con tejido de purga, malla de absorción, y así sucesivamente, que no son la mejor selección para fabricar paneles tipo sándwich compuestos.
Los paneles tipo sándwich fueron obtenidos con núcleo Soric®, que actuó como medio poroso para infusión. Como en otros métodos de infusión, el vacío es responsable de propagar la resina a través de la geometría del sándwich compuesto, y evita la aglomeración de resina en los tejidos.
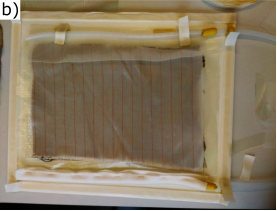
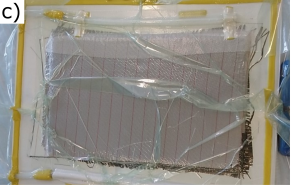
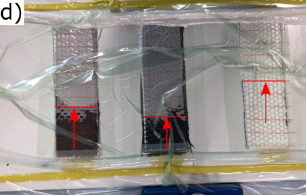
Se fabricaron diferentes secuencias de apilamiento, como puede verse en la Tabla 1. El procedimiento fue el siguiente. Primero, una superficie plana fue limpiada con antelación, y luego cubierta con una capa fina de un agente de liberación poli(alcohol vinílico)-PVA. Segundo, una lámina pelable fue colocada sobre la fina capa de PVA, para hacer más accesible el proceso de desmoldado. Luego los tejidos y el núcleo fueron apilados como se indica en la Tabla 1 y en la Figura 1(a). A partir de este paso, el proceso es ligeramente diferente al de una infusión convencional de resina (VARIM). Como puede verse en la Figura 1(b), la malla de purga en vez de cubrir todo el apilamiento, solo se coloca en el lado donde estará ubicada la entrada de resina, la cual es responsable de asegurar el flujo de resina desde la entrada al núcleo. Mientras tanto, el tubo de distribución de resina fue colocado sobre la malla, y el tubo de vacío fue cubierto con una lámina de fieltro que permitía el vacío, pero restringía el flujo de resina. Finalmente, todos los elementos fueron sellados con una bolsa plástica y una cinta de embalar de doble cara (Figura 1(c)). Para asegurar que no hubiese fuga de resina, el vacío fue probado previamente. Luego, se permitió a la resina fluir hasta que todas las láminas estuvieran completamente empapadas. Luego de esto, se cortó el suministro de resina, pero el vacío se mantuvo por 8 horas hasta que la resina estuviera completamente curada a temperatura ambiente. Con estas condiciones de curado, no es necesario ningún proceso adicional posterior a la cura. Como puede verse en la Figura 1(d), el núcleo ayuda a la resina a fluir a través del panel tipo sándwich. Las fibras de lino fueron las que mejor absorbieron la resina, debido a su estructura porosa, seguidas por las fibras de basalto. El Soric® Lantor ayuda a que la resina sea propagada de manera homogénea a través de las láminas superficiales, lo cual conduce a que el panel compuesto se moje completamente.
Los paneles obtenidos fueron maquinados con una fresadora con control numérico computarizado, para obtener especímenes que siguen los estándares internacionales.

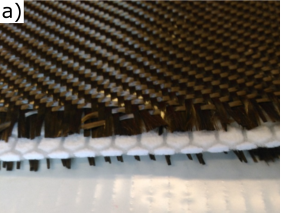
Figura 1. Esquema del proceso de fabricación de compuestos tipo sándwich basalto/lino por moldeado por infusión de resina asistida por vacío (VARIM) con núcleo no tejido como medio de infusión. a) configuración del apilamiento, b) ubicación de los tubos de entrada y salida de la resina, c) proceso de sellado y procedimiento de prueba del vacío, d) proceso de infusión de resina con diferentes secuencias de apilamiento.
2.2. Propiedades mecánicas
Las propiedades mecánicas de los paneles tipo sándwich fueron determinadas en condiciones de flexión e impacto. Los ensayos de flexión fueron realizados en una máquina universal de prueba ELIB 30 de S. A. E. Ibertest (Madrid, España), siguiendo lineamientos del estándar ISO 14125:1998. En este ensayo, el espécimen es apoyado en dos puntos separados entre sí, y la carga creciente se aplica en el centro a una tasa de cruce de 1 mm/min. La máquina estaba equipada con una celda de carga de 5 kN.
Para evaluar la resistencia al impacto de los paneles tipo sándwich, el ensayo Charpy fue realizado en un péndulo de Charpy suministrado por Metrotec (San Sebastián, España), utilizando un péndulo de 6-J sobre muestras con muescas tipo «U» (radio de 0.5 mm y profundidad de 2 mm), siguiendo lineamientos del estándar ISO 179. Al menos cinco muestras de cada material fueron ensayadas a temperatura ambiente; los resultados de todos los ensayos fueron recogidos y promediados. Adicionalmente, se obtuvo la desviación estándar para estimar el error.
2.3. Análisis de la interacción en la intercara por medio de microscopía electrónica de barrido de emisión de campo (FESEM, field emission scanning electron microscopy)
Para evaluar la interacción en la intercara entre las fibras de refuerzo y la matriz epoxi, las muestras fueron criofracturadas, y luego observadas por medio de microscopía electrónica de barrido de emisión de campo (FESEM), en un microscopio ZEISS ULTRA 55 FESEM suministrado por Oxford Instruments (Abingdon, Reino Unido) trabajando con un voltaje de aceleración de 2 kV. Para proporcionar propiedades de conducción eléctrica a los paneles tipo sándwich, estos fueron previamente recubiertos con una capa de oro/paladio utilizando un revestidor de pulverización de alto vacío EM MED20 suministrado por Leica Microsystem (Milton Keynes, Reino Unido).
3. Resultados y discusión
3.1. Propiedades mecánicas de los paneles tipo sándwich basados en fibras de basalto y lino
Someter los paneles tipo sándwich de basalto/lino a condiciones de flexión e impacto (ensayo de Charpy) proporciona datos interesantes acerca de las propiedades resistentes, así como también sobre la capacidad de absorber energía en condiciones de impacto. La Figura 2 muestra los valores obtenidos en los dos ensayos descritos. En materiales sándwich, el núcleo no ofrece ninguna resistencia mecánica al material (en condiciones de tracción), por lo que las propiedades finales están basadas estrictamente en las fibras de refuerzo. No obstante, los materiales núcleo contribuyen a soportar esfuerzos fuera-del-plano por corte con las láminas superficiales.
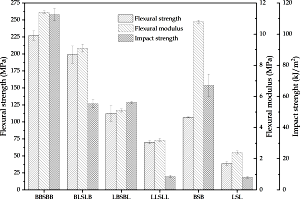
Figura 2. Propiedades mecánicas del panel tipo sándwich híbrido compuesto de basalto/lino con diferentes secuencias de apilamiento, obtenidas de ensayos de flexión e impacto.
Como era de esperarse, el material BBSBB con el número más alto de capas de basalto en su estructura (4 láminas de basalto, dos por encima del núcleo y dos por debajo), muestra una resistencia a la flexión  y un módulo de flexión Ef de 227±6.79 MPa y 11.35±0.037 GPa, respectivamente. Estos valores son similares a otros materiales compuestos de fibra de vidrio. Los valores obtenidos son relativamente altos, lo que significa que, además del hecho de que las fibras de basalto tienen alta resistencia, la interacción entre estas fibras y el material epóxico es bastante buena, permitiendo una excelente transferencia de carga desde la matriz a las fibras. Estos resultados están en concordancia con la literatura acerca de sistemas basalto/epoxi [32].
y un módulo de flexión Ef de 227±6.79 MPa y 11.35±0.037 GPa, respectivamente. Estos valores son similares a otros materiales compuestos de fibra de vidrio. Los valores obtenidos son relativamente altos, lo que significa que, además del hecho de que las fibras de basalto tienen alta resistencia, la interacción entre estas fibras y el material epóxico es bastante buena, permitiendo una excelente transferencia de carga desde la matriz a las fibras. Estos resultados están en concordancia con la literatura acerca de sistemas basalto/epoxi [32].
El análisis de materiales tales como BLSLB y LBSBL, que tienen el mismo número de capas de fibras de basalto y lino en las láminas superficiales (una capa de basalto y una capa de lino en cada lámina superficial), pero con diferente configuración de apilamiento, da resultados impresionantes. El panel con las capas de basalto en el lado externo de las láminas superficiales ofrece valores más altos de resistencia a la flexión y módulo de flexión, que son solo 12 % y 19 % menor, respectivamente, en comparación con el material con cuatro capas de basalto. La secuencia de apilamiento BLSLB conduce a propiedades mecánicas interesantes de 199±12.7 MPa y 9.14±0.25 GPa para la resistencia a la flexión y el módulo de flexión, respectivamente.
Con respecto al material LBSBL, es valioso remarcar la notoria disminución en las propiedades a flexión tanto en resistencia como en rigidez, específicamente reducciones de 43 y 44 % en la resistencia a la flexión y en el módulo de flexión, respectivamente, en comparación con el panel compuesto BBSBB. Esto es claramente debido a la naturaleza de las fibras que están soportando los esfuerzos de tracción y compresión. En el panel compuesto LBSBL, las fibras de lino están localizadas en la cara externa. Dado que las fibras de lino son menos resistentes que las fibras de basalto, el resultado es una disminución notable en sus propiedades. Resultados similares fueron obtenidos por Dhakal et al. [33] en compuestos híbridos reforzados basados en fibras de basalto/cáñamo; la presencia de fibras de basalto en el lado externo de las láminas superficiales mejoró la resistencia a la flexión y el módulo de flexión.
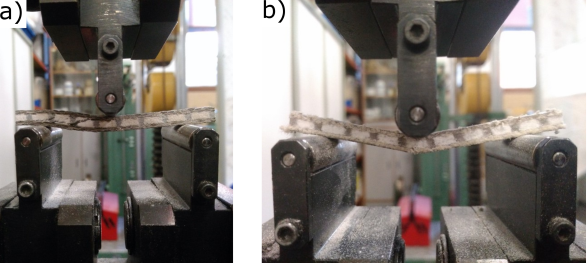
Como era de esperarse, los paneles compuestos completamente por fibras de lino son los que tienen peores propiedades a flexión. La Figura 3 muestra un ejemplo del tipo de falla que sufrieron los paneles. La Figura 3(a) muestra el material BSB que está compuesto únicamente de una capa de basalto en cada una de las superficies; como se mencionó anteriormente, el núcleo utilizado no proporciona ninguna resistencia extra al material final. Puede observarse que la falla del material es causada por el núcleo y no por las fibras de refuerzo. Por otra parte, la Figura 3(b) indica que la falla del material LSL se debe a la baja resistencia de las fibras de lino en la lámina superficial inferior, que está trabajando en condiciones de tracción.
Utilizando el ensayo de impacto de Charpy, puede estimarse la energía que tales materiales pueden soportar bajo condiciones de impacto, lo que da una estimación de la dureza.
Tal como ocurrió en la caracterización a la flexión, el material compuesto completamente de fibras de basalto (con un núcleo Soric® Lantor), esto es el BBSBB, es uno de los que absorbe la mayor energía al obtenerse valores de 112.6±3.9 kJ/m2, lo cual indica una buena transferencia de esfuerzo desde la matriz a los tejidos de refuerzo.
Las fibras de basalto, debido a su composición, proporcionan alta rigidez al compuesto, pero, en contraste, los compuestos de basalto no pueden soportar grandes deformaciones [34]. Analizando los paneles compuestos con el mismo número de fibras de basalto y lino (BLSLB y LBSBL), puede verse que la distribución de las fibras no afecta la energía al impacto (ver Figura 2), con valores de energía absorbida de 55-56 kJ/m2, que están en concordancia con los resultados reportados por Fiore et al. [35]. Ellos observaron cambios leves en la resistencia al impacto, al colocar fibras de basalto y lino en la lámina superficial externa.
Como era de esperarse, con solo reemplazar una capa de basalto por lino, la resistencia al impacto se reduce en cerca de 50 %. Esto es consistente, porque se observa que el material BSB formado por una única capa de basalto en las láminas superficiales tiene una resistencia más alta al impacto que materiales que tienen fibra de lino en su secuencia de apilamiento. Puede concluirse que el esfuerzo de impacto es absorbido casi completamente por las fibras de basalto, porque al analizar materiales que están completamente hechos de fibras de lino, bien sea por cuatro capas (LLSLL) o dos capas (LSL), estos tienen valores muy bajos y prácticamente iguales, alrededor de 8 kJ/m2. Como se mencionó anteriormente, el núcleo no mejora las propiedades finales de los materiales compuestos.
3.2. Interacción en la intercara matriz/fibras de refuerzo
Las propiedades finales de los materiales compuestos híbridos están relacionadas a la resistencia de las fibras; por lo tanto, es necesaria una buena sinergia entre estas y la matriz, debido a que una interacción funcional entre las fibras y la matriz resultará en propiedades mecánicas superiores. Esto es porque las buenas interacciones fibra-matriz permiten la transferencia de esfuerzos desde la matriz (sin propiedades de refuerzo) a las fibras de refuerzo [36]. Por tanto, una pobre sinergia entre estos componentes resultaría en materiales compuestos con propiedades mecánicas inferiores.
Por un análisis preciso de la interacción entre las fibras de refuerzo y la matriz circundante, se observaron mediante FESEM en las áreas criofracturadas en las láminas superficiales (ver Figura 4). La Figura 4(a) muestra la interacción entre las fibras de basalto luego del tratamiento con el agente de acoplamiento basado en silano, y la matriz circundante. Como puede observarse, no existe la brecha entre la fibra y la resina circundante, lo que indica que el tratamiento de silano fue exitoso. Hallazgos similares fueron reportados por Gao et al. [37] en fibras basadas en sílice (fibras de vidrio) y una matriz epoxi. Estos muestran la efectividad de un tratamiento de silanización en las fibras, que está directamente relacionado con las propiedades mecánicas mejoradas. La Figura 4(b) muestra las fibras de lino después de que son sometidas al mismo tratamiento químico con el agente de acoplamiento de silano. En este caso se muestra que la interacción de las fibras fue mejorada, porque la brecha es muy pequeña. Esta mejora también ha sido reportada por Sepe y Caputo [38], con fibras de cáñamo sometidas a un proceso de silanización con (3-glicidiloxipropilo) trimetoxisilano como agente de acoplamiento.
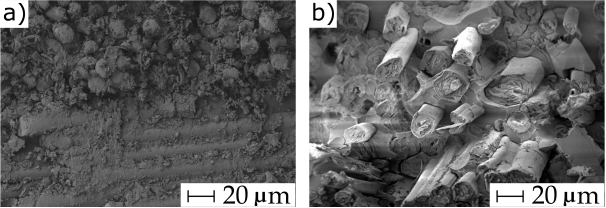
Figura 4. Imágenes de microscopía electrónica de barrido de emisión de campo (FESEM) a aumentos ×500, correspondientes a superficies criofracturadas por ensayos de impacto del a) panel sándwich BSB y b) panel sándwich LSL.
Este agente de acoplamiento también disminuye el comportamiento hidrofílico intrínseco que tienen las fibras naturales, y esto mejora la compatibilidad con matrices poliméricas hidrofóbicas. A pesar de esto, la presencia de la brecha no permite una transferencia perfecta del esfuerzo, por lo que las propiedades mecánicas finales declinarán. Dado que la estructura de las fibras de basalto está basada en sílice, la efectividad de la silanización con silano hidrolizado funciona mejor. La funcionalidad del agente de acoplamiento glicidil-silano tiene grupos funcionales epoxi, que pueden reaccionar fácilmente tanto con la resina epoxi durante el proceso de curado (entrecruzamiento) como con los grupos funcionales hidroxilo de las fibras de basalto, conduciendo a un puente fuerte entre estos dos componentes.
Esto corrobora los resultados obtenidos en los ensayos mecánicos, porque la mejoría de las propiedades a flexión de los paneles reforzados por fibras de basalto es el resultado de la buena sinergia entre estas fibras y la matriz polimérica, lo que permite una excelente distribución del esfuerzo.
4. Conclusiones
Finalizada esta investigación, se ha confirmado que el uso de un núcleo poroso como un medio de difusión en un moldeado por infusión de resina asistida por vacío (VARIM) convencional, es un proceso alternativo exitoso para fabricar estructuras compuestas livianas tipo sándwich, utilizando una resina epoxi con base biológica parcial (con 31 % en peso de contenido de base biológica derivado de aceites vegetales epoxidados). El uso de un material núcleo de infusión permite reducir el peso y los costos de fabricación de partes compuestas de alta tecnología, dado que los materiales consumibles típicos en un proceso VARIM pueden ser reducidos.
Los silanos desempeñan un papel clave en la mejoría del desempeño mecánico, dado que proporcionan enlaces fuertes entre la resina epoxi (a través del grupo funcional glicidil) y la fibra (a través de un proceso de condensación del silano hidrolizado).
En relación con las propiedades mecánicas de los paneles tipo sándwich, el mejor desempeño se obtiene en materiales compuestos con la secuencia de apilamiento BBSBB. Sin embargo, la sustitución de uno de los tejidos de basalto en las láminas superficiales por tejido de lino tiene un efecto esencial en las propiedades globales, principalmente en la resistencia a la flexión y el módulo de flexión, mientras que la resistencia al impacto se mantiene casi invariable. A pesar de que estos paneles compuestos basados en lino ofrecen propiedades inferiores que los compuestos completamente de basalto, ellos representan una alternativa interesante tanto desde el punto de vista técnico como desde el punto de vista ambiental.

