











 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
Permalink
1. Introducción
Copoazú (Theobroma grandiflorum) es una palabra compuesta que proviene de la lengua tupi, kupu significa “similar al cacao” y uasu “genial” (Gondim et al., 2001). El copoazú es un fruto del mismo género del cacao que se destaca, en la Amazonía de América Oriental, por su potencial económico en el mercado nacional e internacional (Ramos et al., 2020) al ser utilizado como ingrediente de bebidas de zumo de frutas, mermeladas, gelatinas, caramelos y productos lácteos.
El creciente interés económico en este fruto ha generado el desarrollo de nuevas industrias y ha impulsado investigaciones en el sector alimenticio (Pereira, A., 2018). Esto se debe a sus características relacionadas con el aroma, el sabor, la textura y el alto contenido de pectinas de la pulpa (Maciel et al., 2020). Así lo revelaron Costa et al. (2015), quienes demostraron que los polisacáridos de la pectina del copoazú mejoran la textura de yogures de leche de cabra, por lo que se ha considerado su utilidad en la industria caprina lechera. El estudio de Pereira et al. (2017) es otro ejemplo. Los autores observaron que la pulpa es propicia para el desarrollo de probióticos, ya que presentó ventaja tecnológica como sustrato para la fermentación probiótica, debido a su composición de azúcares naturales y ácidos orgánicos.
La pulpa de copoazú representa el 38 %-43 % de la fruta y es rica en ácido ascórbico (vitamina C), con 102 mg/100 g. Contiene alta concentración de compuesto fenólicos (3.5-4.9 mg de equivalente de catequina/g de muestra de peso seco), actividad antioxidante (1.7-2.0 µM Trolox/g) y potencial de fibra dietética (0.50 %-2.12 %) (Pugliese et al., 2013; Salgado et al., 2011). La pulpa que rodea la semilla puede ser extraída de forma manual o mecánica, y es procesada mediante pasteurización, enlatado y/o congelado (Gondim et al., 2001).
Durante este proceso, las vitaminas hidrosolubles de la pulpa de copoazú presentan cambios, sobre todo la vitamina C. Esta es lábil en presencia de oxígeno y rápida en oxidación a temperaturas elevadas (Badui Dergal, 2006; Bouzari et al., 2015). Estos factores repercuten en la calidad organoléptica y son precursores de cambios de la actividad antioxidante que reducen el valor nutricional del fruto (Amit et al., 2017; Cole et al., 2018).
La Amazonía peruana de Madre Dios, ámbito geográfico de este estudio, produce frutales de copoazú a gran escala para el consumo humano y para fines comerciales (Peña Valdeiglesia & Alegre Orihuela, 2017). Entre los productos elaborados en la región se destaca el enlatado en almíbar de la pulpa; sin embargo, se ha identificado que el proceso de la manufactura no brinda cuidado o importancia al de enlatado, por lo que es cuestionable el tratamiento del fruto para conversar sus valores nutritivos.
La etapa de pasteurización es determinante para elaborar estos alimentos, porque en ella se evalúa el tratamiento térmico óptimo para producir productos inocuos que favorezcan la conservación de vitamina C (Ghoshal, 2018). Por ello, es reconocido que el inadecuado proceso de enlatado de la pulpa de copoazú puede reducir el aporte nutricional y producir enfermedades que se transmiten por alimentos manipulados inapropiadamente (Titus et al., 2018).
Se desconocen trabajos enfocados en la retención de vitamina C durante el procesamiento de enlatado de la pulpa de copoazú o del género Theobroma, a pesar de que la literatura muestra publicaciones disímiles en diferentes periodos. De ellas, al 2021, según la base de datos de Web of Science, se publicaron trabajos de Das Neves Selis et al., 2021; De Oliveira et al., 2021; Silva et al., 2021; Tenea & Ortega, 2021. No obstante, existen antecedentes de que se ha evaluado la retención de vitamina C en frutas como naranja (Maeda & Mussa, 1986), mango (Ahmed et al., 2005), manzana anacardo (Emelike & Ebere, 2015), papaya (Avila-Gaxiola et al., 2016) y albaricoque (Adkison et al., 2018). A partir de este panorama, se planteó la siguiente hipótesis: el procesamiento adecuado de la pulpa de copoazú enlatado garantiza el uso comercial en empresas agroindustriales, además de permitir la reducción óptima de la vitamina C.
Es pertinente investigar la conservación de la vitamina C durante el procesamiento de la pulpa de copoazú enlatada para conocer pérdida o retención total de la vitamina y, a partir de ello, determinar un protocolo adecuado en los procesos industriales para obtener pulpa pasteurizada, con el propósito de adecuar un proceso cinético que conserve el valor nutritivo y calidad alimenticia para el consumo humano. En este sentido, el objetivo del estudio fue evaluar la estabilidad de la conservación de la vitamina C en el procesamiento de la pulpa de copoazú enlatada.
2. Metodología
Lugar de estudio
La investigación se efectuó, durante el año 2017, en las instalaciones de la Planta Piloto de Tecnología de Alimentos y Productos Agropecuarios y en los laboratorios de físicoquímica de Calidad Total La Molina, de la Facultad de Industrias Alimentarias de la Universidad Nacional Agraria La Molina. La materia prima (copoazú) en estado fresco se obtuvo de la provincia de Tambopata, distrito Iberia, departamento de Madre de Dios (Perú).
Diseño experimental y tratamientos
Se realizó un estudio de tipo básico porque el propósito fue ampliar los conocimientos, sin fines aplicativos, de la conservación de la vitamina C en el procesamiento de la pulpa de copoazú enlatada. Asimismo, se usó un nivel descriptivo, debido a que se describió sistemáticamente los experimentos hechos tanto del flujo del procesamiento tecnológico para obtener la pulpa de copoazú enlata como del tratamiento térmico. Así, el diseño que se empleó fue experimental y se constituyó en cuatro etapas.
En la etapa 1 se caracterizaron los frutos del copoazú según análisis físico-químico y análisis microbiológico, este último de acuerdo con la norma del Ministerio de Salud NTS N° 071-MINSA/DIGESA-V0.1 (2008) para semiconservas de pH < 4.6.
En la etapa 2 se determinó el tratamiento térmico en la elaboración de la pulpa de copoazú enlatada. Para ello, se utilizó un envase de acero de hojalata de capacidad nominal de 15 oz/430 ml, diámetro 73 mm y altura 11 cm. La tapa del envase fue de hojalata barnizada. Se utilizó el programa Data Trace Temp System para el monitoreo de la cinética de calentamiento a 100 °C (agua en ebullición) y enfriamiento a un punto equidistante de 1/2 y 1/3 de distancia desde la base.
Además, se determinó las unidades de pasteurización (UP) para reducir la población microbiana inicial (bacteria ácido láctica, mohos y levaduras) en el producto antes de ser sometido a tratamiento térmico. Esta reducción fue determinada según nivel de aceptabilidad de riesgo asumible propuesto por Hurtado (1987), que utiliza como referencia el Byssochlamys fulva (moho de mayor termo resistencia), cuya temperatura es 93.3 °C, D= 1 min y Z= 8.9 °C.
Seguidamente, se sometió la pulpa a tratamiento térmico de 100 °C para determinar el tiempo de proceso. Se colocaron sensores en la pulpa de copoazú envasada para controlar el punto más frío, la temperatura del producto y el tiempo en el que se acumula la letalidad deseada. Según estos resultados, se trató térmicamente el producto (muestra por duplicado) procesando los datos a través del método general por la técnica de rectángulos y los métodos de la fórmula de Stumbo (1973), y así se pudo verificar el cumplimiento de los parámetros obtenidos en el diseño.
Por último, se evaluaron los datos generados en el tratamiento térmico mediante el método general o gráfica. Estos resultados se corroboraron con los datos generados por el programa Data Trace Temp System. Se calculó los factores de las curvas de calentamiento y enfriamiento mediante el método de Stumbo.
En la etapa 3 se determinó la variación de vitamina C durante el proceso de elaboración de la pulpa de copoazú, que pasa por etapas de mínimos procesos como el pulpeado y pasteurizado, calculando los porcentajes parciales y acumulados de cada etapa. Además, se determinó la retención de dicho compuesto en comparación con la composición inicial del fruto fresco. En la figura 1 se muestran las etapas del proceso tecnológico que se estableció para obtener la pulpa de copoazú enlatada.
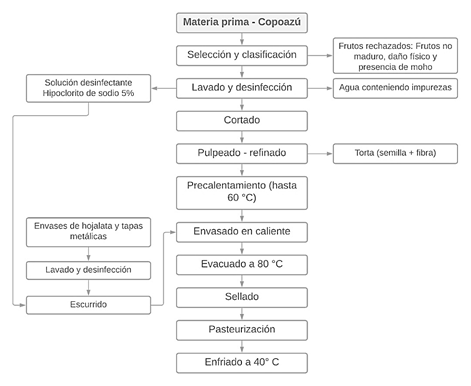
Se separaron los frutos de copoazú deteriorados por daños mecánicos, físicos o biológicos; luego fueron lavados para separar los contaminantes adheridos a la materia prima con una escobilla doméstica. Los frutos se lavaron mediante inmersión en agua con hipoclorito de sodio 0.5 %-1.0 %, por el lapso de 10 min, y se rompieron empleando un mazo para extraer la masa pulpa y la semilla. La etapa de pulpeado-refinado se hizo en una pulpeadora (malla con orificios de 2.9 mm de diámetro). La pulpa obtenida se refinó en una malla con orificios de 0.5 mm de diámetro, lo cual separó la fibra y la semilla.
En la etapa de precalentamiento se envasó la pulpa caliente en envases de hojalata. Estas fueron previamente lavadas, desinfectadas y escurridas con solución de hipoclorito de sodio 0.5 %. Para formar el vacío en los envases, se hizo el proceso de evacuado a través de una cadena transportadora hasta el exhauster, donde atravesó el túnel en un lapso de 5 min a temperatura de 80 °C. Finalizado el proceso, los envases fueron cerrados herméticamente.
La pulpa enlatada se sometió a la pasteurización (100 °C) durante 40 min. Los envases se colocaron en el interior de una canastilla de metal y, posteriormente, se los introdujo en la autoclave horizontal. El producto enlatado se enfrió hasta llegar a 40 °C aproximadamente y fue almacenado a temperatura ambiente.
Por último, la etapa 4 consistió en caracterizar la pulpa de copoazú después de su procesamiento, según análisis físicoquímico y análisis microbiológico.
Análisis estadístico
Se evaluó el efecto del procesamiento de la pulpa de copoazú enlatada en la variación de la vitamina C por triplicado. Los resultados fueron expresados como la media de tres dimensiones ± error estándar, estos se compararon entre sí y con respecto a la materia prima. Para ello, se aplicó un diseño completamente al azar (DCA) en la etapa 2 y 3, se analizaron las diferencias estadísticas entre las medias, considerando 95 % (p < 0.05) de intervalo de confianza. Se empleó un factor categórico (proceso de producción de la pulpa enlatada en copoazú) con tres niveles referentes a las etapas del proceso: materia prima, pulpeado y pasteurizado. Para el análisis de varianzas y pruebas de comparación de Tukey, se lo hizo a través del programa Statgraphics Centurion XV. II.
3. Resultados y discusión
Análisis de materia prima
El análisis fisicoquímico de la pulpa de copoazú fresco arrojó valores de humedad (g) equivalentes a 88.8 ± 0.03, proteína 0.85 ± 0.02, extracto etéreo (g) 0.02 ± 0.02, fibra (g) 1.22 ± 0.01, ceniza (g) 0.67 ± 0.01, carbohidratos (g) 13.67 ± 0.03, pH 3.00 ± 0.02, Brix 11.3 ± 0.01 y acidez (g) 1.51 ± 0.02. Estos resultados se asemejan a lo expuesto por Vriesmann y De Oliveira Petkowicz (2009) y Canuto et al. (2010), quienes reportaron que la pulpa presenta pH de 3.5 ± 0.02 y acidez entre 1.50 %-200 %.
Respecto al análisis microbiológico, se obtuvo 1 000 UFC/g de hongos totales y 11 x 100 000 UFC/g de levadura. El valor encontrado fue bajo, porque el fruto de copoazú tiene un caparazón que lo recubre de forma natural de daños microbiológicos y físicos (Ana L. F. Pereira et al., 2018). Este análisis se realizó para identificar la carga microbiana de la materia prima y calcular tanto los parámetros cinéticos para frutas en conservas (Byssochlamysfulva) como los datos de penetración de calor en el enlatado para determinar el valor de pasteurización requerido en el procesamiento de la conserva de copoazú.
Tratamiento térmico
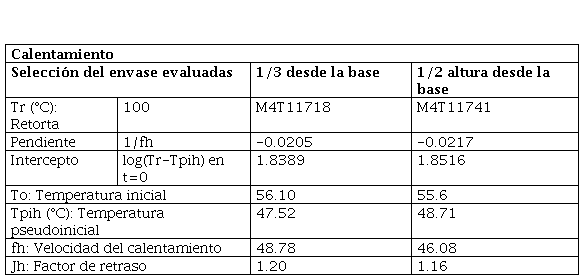
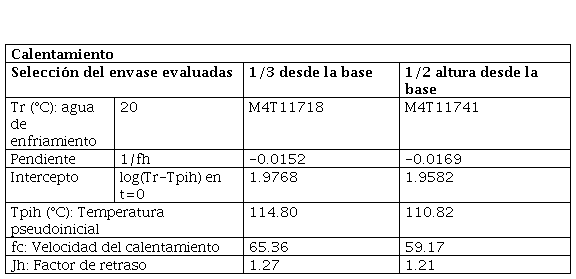
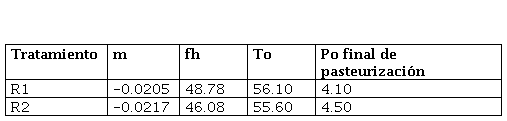
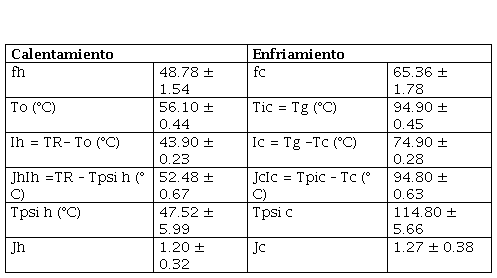
El sensor colocado a 1/3 de distancia respecto a la tapa del envase de la pulpa de copoazú arrojó un valor P8,9100 (pasteurización equivalente) de 4.1. En cuanto al sensor colado a 1/2, este arrojó un valor de 4.5. La tabla 1 muestra que el punto más lento de calentamiento está ubicado a 1/3 de altura desde la base (punto medio entre la base y el centro), ya que la velocidad de calentamiento (fh) es menor en dicho punto (mayor dependiente). La tabla 2 muestra que la velocidad de enfriamiento (fc) también fue menor a distancia de 1/3.
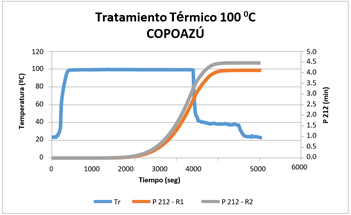
La figura 2 muestra las historias de tiempo-temperatura del procesamiento de pulpa de copoazú enlatada. Las nomenclaturas de las muestras fueron las siguientes: R1) M1 y M2: muestras correspondientes al primer tratamiento y R2) M3 y M4: muestra correspondientes al segundo tratamiento.
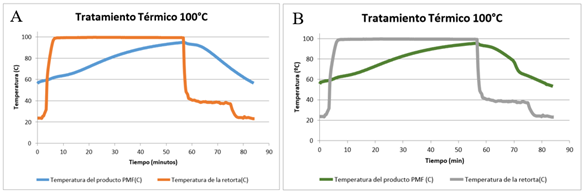
Figura 2 Historia tiempotemperatura de muestra de pulpa la de copoazú enlatadaNota: A) primera muestra. B) segunda muestra
El análisis de los gráficos permitió obtener información de los valores de Po al final de la pasteurización (tabla 3). Se observa que el tratamiento (R1) presenta un menor valor Po, correspondiente al segundo tratamiento (R2). Además, este tratamiento (R1) presenta el mayor valor fh (47.78), que permite confirmar como punto de calentamiento más lento.
Tabla 3 Características de las curvas de penetración de calor de cada tratamientoNota: Prueba realizada por duplicado
Los parámetros de penetración de calor para el calentamiento y enfriamiento del enlatado de la pulpa de copoazú se muestran en la tabla 4. Se observa que los valores de fh y fc presentan una diferencia de 16.58 min con un 25.37 % respecto al valor fh. Esta diferencia indicaría que la transferencia de calor es una combinación de convección y conducción pura. Según Sharma et al. (2003), en los productos que se calientan por convección, el punto más frío se sitúa sobre el eje vertical ligeramente más abajo del centro geométrico. Por esta razón, se confirma que el calentamiento de la pulpa de copoazú se realizó por convección lenta. Se calculó el valor Po objetivo en función del moho Byssochlamys fulva mediante la siguiente fórmula:
UP = D. (log a - log b)
UP = P93.3 = D93.3 (Log a - Log b)
P93.3 = 1 x (Log 1000 – Log 1x10-2)
P93.3 = 5 min
Tabla 4 Parámetros de las curvas de calentamiento y enfriamientoNota: Prueba realizada por duplicado
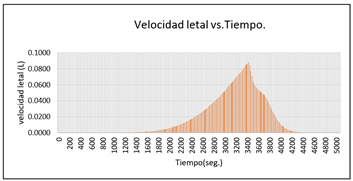
La UP por el método general mejorado se determinó a temperatura de 100 °C, para lo cual se calculó 2.07 min, pero, teniendo en cuenta un margen de seguridad, se obtuvo 2.10 min a temperatura máxima de calentamiento del producto (figura 3).
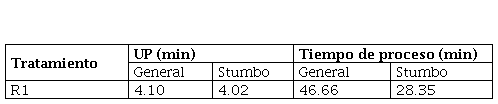
La UP, a partir del método de Stumbo para el proceso de tratamiento R1, arrojó como valor 4.02 ± 0.34 min. El mismo método se aplicó para determinar el tiempo de procesamiento para temperatura a 100 °C, que resultó 28.35 ± 0.34 min. En cambio, por el método general, la suma de la letalidad conseguida en el tiempo de proceso fue de 46.60 min con los que se alcanzó 4.10 min de UP. La figura 4 muestra la acumulación de la velocidad letal (área bajo la curva) en cada intervalo de tiempo evaluado (20 segundos).
Los resultados obtenidos de la UP por ambos métodos (tabla 5) fueron corroborados con los cálculos establecidos del valor UP objetivo (5 min). Se puede ver que en el tratamiento R1 el valor obtenido por el método general fue el más cercano (4.10 min).
En su estudio, Vieira et al. (2001) sostienen que la reducción de cargas microbianas a un nivel seguro por pasteurización evita cambios en los atributos de calidad de un producto. Así, en su investigación, Vieira et al. (2000) determinaron que los parámetros cinéticos de degradación térmica del ácido ascórbico y dehidroascórbico (25 % de pulpa y 15 % de azúcar) se hallaron en la pasteurización en el rango de 60 °C-100 °C usando el método isotérmico. En relación con presente resultado, la UP se determinó a 100 °C mediante el método general y método Stumbo. Se estima que las diferencias de los procesamientos (néctar y enlatado) son criterios determinantes para el tratamiento térmico de la fruta de copoazú y estas presentan diferentes condiciones que minimizan la degradación de la vitamina C.
La temperatura de 100 °C se justifica porque la pulpa de copoazú es un producto ácido que requiere tratamientos de pasteurización y no esterilización, dado que resultaría excesivo desde el punto de vista tecnológico y presumiblemente económico. Pokorny (2005) indica que aplicar temperatura moderada (100 °C como máximo) reduce los cambios negativos que se producen en la calidad nutritiva del alimento.
Estabilidad de vitamina C
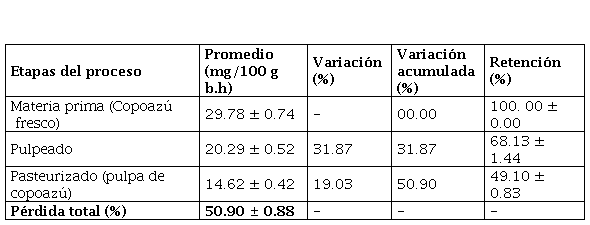
La tabla 6 muestra la variación del contenido y retención de vitamina C durante el proceso de producción de la pulpa de copoazú enlatada. En el caso del fruto fresco se obtuvo 29.78 mg/100 g base húmeda (b.h). En la etapa de pulpeado se obtuvo una pérdida de 31.87 %. Esto se atribuye a la reducción de tamaño de partícula y el consecuente incremento significativo de la superficie expuesta al oxígeno del aire y al oxígeno contenido en las células del fruto, así como a la liberación de enzimas de los tejidos. En cuanto al contenido de vitamina C durante el pulpeado, se obtuvo un valor de 20.29 mg/ 100 g. Después del proceso de pasteurización, el ácido ascórbico se redujo 14.62 % b.h. Estas reducciones en el proceso de obtención de pulpa envasada y pasteurizada suceden probablemente porque la vitamina C es termolábil e hidrosoluble.
La retención total fue 49.10% ± 0.83 b.h, por lo tanto, la pulpa de copoazú tratada obtuvo un valor de 14.62 mg/100 g. Resultados superiores de retención de ácido ascórbico se constataron en el néctar de pulpa de guayaba rosada (Psidium guajava L.) con 89.3 % (Ordóñez-Santos & Vázquez-Riascos, 2010), así como en el néctar de la pulpa de zarzamora (Rubus fructicosus L.) con 75.9 % (Valencia Sullca & Guevara Pérez, 2013).
En su estudio, Emelike & Ebere (2015) encontraron una reducción significativa de vitamina C en el jugo de anacardo (48 mg/100 ml) pasteurizado a 80 °C. Además, Avila‑Gaxiola et al. (2016) hallaron, a través del procesamiento de temperatura de retorta constante, que la retención de la vitamina C en puré de papaya en conserva fue de 65.71%.
Estas diferencias se deben a las formulaciones empleadas, especialmente a la proporción de la dilución de la materia prima y al ajuste del pH, así como a la severidad del tratamiento térmico. No obstante, McGinnis et al. (2020) afirman que las frutas enlatadas, congeladas o frescas retienen niveles similares de nutrientes y las tres son recomendadas para el consumo humano.
Tabla 6 Variación de vitamina C bh durante el procesamiento de la pulpa de copoazú enlatadaNota: Análisis realizado por triplicado en base húmeda ± desviación estándar
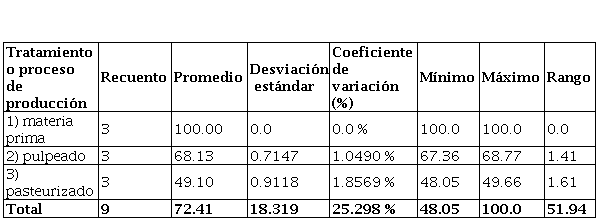
La tabla 7 muestra diferentes estadísticos de ácido ascórbico para cada uno de los 3 niveles de procesos de producción, teniendo en cuenta que la máxima retención es a nivel de la materia prima. La intensión principal del análisis de varianza de un factor es la de comparar las medias de los diferentes niveles.
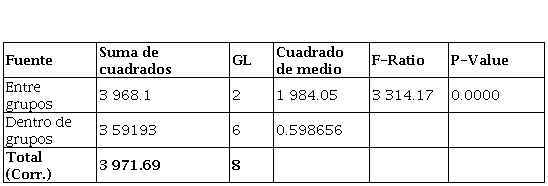
La tabla 8 de ANOVA descompone la varianza de ácido ascórbico en dos componentes: uno entre grupos y uno dentro de grupos. El F-Ratio, que en este caso es 3 314.17 igual, es el cociente entre el estimado entre grupos y el estimado dentro de grupos. Asimismo, el P-Value de la prueba –F es menor que 0,05, donde existe una diferencia estadísticamente significativa entre la media de ácido ascórbico entre los niveles de proceso de producción, medidos con un nivel del 95 % de confianza.
Análisis de la pulpa de copoazú enlatada
Los análisis fisicoquímicos realizados al producto fueron procesados a partir de parámetros que maximizan la retención de ácido ascórbico. Estos fueron peso bruto (g) 485.4 ± 1.30, peso drenado (g) 435.4 ± 1.6, peso del envase (g) 50 ± 2.20, presión de vacío (pulg. Hg) 13 ± 0,50, espacio de cabeza (mm) 8 ± 0.50, pH 3.05 ± 0.50, acidez (%) 1.54 ± 0.80 y sólidos solubles (Brix) 12.10 ± 0.40.
La determinación del pH y acidez del producto terminado fue pertinente, debido a que se mantiene igual al producto fresco, es decir, 3.05 y 1.54 respectivamente, lo cual muestra una mínima variación. Por el contrario, los sólidos solubles (Brix) aumentaron significativamente con respecto al fruto fresco.
En cuanto al análisis microbiológico, luego de la pasteurización no se detectó la presencia de mohos, levaduras y bacterias ácido lácticas (< 10 UFC/g), por lo que se cumple con los límites (10-. UFC/g) para productos con pH < 4.6 (semiconservas) regidos por la norma sanitaria que establece los criterios microbiológicos de calidad sanitaria e inocuidad para los alimentos y bebidas de consumo humano (NTS N. 071-MINSA/DIGESA-V.01, 2008).
4. Conclusiones y recomendaciones
El ANOVA del proceso de obtención de pulpa enlatada y pasteurizada, medida en la degradación del ácido ascórbico, presenta un P-Value de la prueba –F un valor de 0.000, valor que es menor que 0.05, por lo tanto, se concluye que existe una diferencia estadísticamente significativa entre la media de ácido ascórbico y los niveles de proceso de producción (materia prima, pulpeado y pasteurizado), medidos con un nivel del 95 % de confianza. Esta diferencia existe porque la vitamina C es termolábil e hidrosoluble y, en las diferentes etapas del proceso de producción, la pulpa de copoazú es sometida a distintas reacciones por presencia de oxígeno y cambios de temperatura que afectan al contenido de vitamina C.
Según los resultados, el ácido ascórbico (b.h) del copoazú fresco (29.78 ± 0.74 mg/100 g) disminuyó progresivamente durante el pulpeado (20.29 ± 0.52 mg/100) y la pasteurización 14.62 ± 0.42 mg/100 g, por lo que la pérdida total es de 50.90 ± 0.88 mg/100 g, con una retención total de 49.10 % ± 0.83.
Este estudio es el primer acercamiento a la evaluación de estabilidad de vitamina C en el procesamiento de la pulpa de copoazú enlatada, por lo tanto, será pertinente para la industria alimentaria. Se recomienda llevar a cabo trabajos científicos que determinen el tratamiento térmico de pasteurización sobre la retención de compuestos bioactivos y fenológicos en la pulpa enlatada de copoazú, así como su efecto en la capacidad antioxidante.

