











 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
Permalink
(1. INTRODUCCIÓN
La promoción de prácticas sostenibles en la gestión de residuos agroindustriales es sin duda uno de los aspectos de singular importancia para abordar los desafíos ambientales de una economía circular a nivel local, regional y mundial (Chang et al., 2020; Odiyi et al., 2023; Pokharel et al., 2022). Dentro de este contexto, el aprovechamiento de los residuos lignocelulósicos, en el desarrollo de nuevos materiales, constituye una alternativa atractiva debido a que, este tipo de residuos son abundantes, exhiben cinéticas favorables de degradación, y en la mayor parte de los casos son de muy baja toxicidad (Odiyi et al., 2023; Pokharel et al., 2022; Rahman et al., 2023).
En la actualidad, el maíz (Zea mays) es el cereal con mayor volumen de cultivo. En el 2022, la producción mundial alcanzó alrededor de 1 224.5 millones de toneladas. En Ecuador se siembran anualmente aproximadamente 414 mil hectáreas de maíz, con una producción cercana a 1.8 millones de toneladas, lo que a su vez originan residuos como hojas, tallos, pelusa, hoja del fruto, hilos de seda de maíz y coronta, siendo esta última llega a generar cerca de 335 mil toneladas (FAOSTAT, 2023; INEC, 2023). La coronta de maíz es un tejido esponjoso y blanco, donde se almacenan las reservas alimenticias del cereal. Está compuesto en base seca, por celulosa (29.2 %), hemicelulosa (53.5 %) y lignina (6.2 %). La disposición final de este residuo se ha convertido en una fuente de contaminación, ya que a menudo se quema al aire libre. Dado que no tiene valor alguno para los cultivadores; este problema se convierte en un desafío para su manejo y disposición final (Fialho et al., 2023; Mamun et al., 2015).
La naturaleza de este residuo y su baja densidad permiten ampliar su uso en la obtención de materiales livianos, lo que ofrece ventajas significativas en aplicaciones, que requieren reducir el peso del producto final. Entre sus usos, destacan la producción de ceniza que mejora la resistencia del concreto, la fabricación de ecoplanchas con propiedades aislantes para muebles, la obtención de xilitol y etanol mediante procesos biotecnológicos, la elaboración de bebidas ricas en antioxidantes, entre otros. Las características de los residuos de maíz los hacen particularmente adecuados como refuerzo en el desarrollo de materiales compuestos, principalmente en matrices poliméricas termoplásticas como ácido poliláctico, cloruro de polivinilo, copolímeros de estireno, polietileno y polipropileno, o termoestables como epoxi, vinil éster, poliéster y resinas fenólicas. Aunque los costos de producción pueden variar según el producto y la tecnología empleada, el aprovechamiento de este recurso contribuye a la sostenibilidad económica y ambiental al reducir gastos en materia prima y diversificar sus aplicaciones industriales (Aldás et al., 2019; Enawgaw et al., 2023; Fialho et al., 2023; Prasad et al., 2020; Zhang et al., 2018, 2020).
A pesar de la amplia gama de polímeros que han sido empleados en la fabricación de composites, existen otros que aún no han sido rigurosamente estudiados para estas aplicaciones, como es el caso de los copolímeros vinil acrílicos. Particularmente, los polímeros de naturaleza vinil-acrílica tienen amplia aplicabilidad en la industria de los recubrimientos debido a su estabilidad, brillo, transparencia, alta resistencia a los ácidos, álcalis, rayos UV y humedad, además que tienen una alta flexibilidad, buena plasticidad, ductilidad, resistencia la abrasión y excelente imprimación. Estos polímeros también son aglomerantes, característica que potencia su uso como matriz en materiales compuestos con refuerzos naturales (Sutna et al., 2009).
En la investigación y desarrollo de nuevos materiales, el estudio de sus propiedades mecánicas, térmicas y espectroscópicas es fundamental. Estas propiedades desempeñan un papel clave en la selección, diseño, y evaluación de materiales (Andrew & Dhakal, 2022; Prasad et al., 2020; Rahman et al., 2023). La caracterización detallada permite cumplir con especificaciones y estándares de calidad en diversas industrias, como la fabricación de empaques de alimentos, la construcción y los sectores automotriz y aeronáutico (Posada & Montes-Florez, 2021). Este enfoque garantiza la calidad y el rendimiento de productos y estructuras, esencial para el desarrollo continuo de tecnologías y materiales avanzados (Andrew & Dhakal, 2022; Mamun et al., 2015; Pokharel et al., 2022).
Para asegurar la validez de los experimentos y obtener conclusiones fiables, la estadística surge como una herramienta esencial (Angarita & Parra, 2014). En el ámbito de los desafíos ingenieriles, donde se presentan cambios e incertidumbres, la aplicación de la estadística inferencial se convierte en un enfoque habitual para evaluar meticulosamente los datos existentes y para descartar aquellos que no pueden garantizar una confianza adecuada. Así, se alcanzan conclusiones fundamentadas científicamente, que proporcionan una sólida base para la toma de decisiones (Rodríguez, 2016).
Las propiedades mecánicas, tales como módulo de elasticidad, resistencia a la tracción, elongación a la rotura y tenacidad, pueden variar entre distintas probetas, incluso cuando han sido producidas bajo condiciones aparentemente similares. Por esta razón, es necesario el aporte estadístico para su posterior análisis. En este sentido, la aplicación de la estimación estadística tiene un rol determinante al proporcionarnos la capacidad no solo de comprender y cuantificar esta variabilidad, sino también de identificar los factores que impactan en estas propiedades (Gutiérrez Pulido & De la Vara Salazar, 2008).
Desde la perspectiva de la bioeconomía circular, el presente estudio busca contribuir con la valorización de los residuos agroindustriales de la coronta de maíz en el desarrollo de biocomposites con matriz de copolímero vinil acrílico. Con el uso de la estadística inferencial paramétrica, se estudia la influencia de la temperatura de procesamiento y el tamaño de partícula en el comportamiento mecánico a tracción de los biocomposites. De manera complementaria, se analiza la caracterización con espectroscopía infrarroja y análisis térmico.
2. MATERIALES Y MÉTODOS
MaterialesLos residuos de coronta, derivados de la agroindustria ecuatoriana, se obtuvieron del maíz suave (Zea mays var. amylacea). La resina termoplástica vinil acrílica a base de agua LIDERFLEX LD-81® (25 % en peso de contenido sólido) se adquirió de la empresa Pinturas Líder, Quito, Ecuador.
Métodos
Procesamiento de los residuos de maíz
De los residuos recolectados, se separaron aquellos que contenían defectos derivados por degradación provocada por insectos, hongos y/o bacterias, así como por contaminación. Las corontas seleccionadas se sometieron a reducción de tamaño con un molino de cuchillas SHINI, modelo SG-2348E (Ningbo, China). Posteriormente, las partículas resultantes fueron separadas mediante una tamizadora HUMBOLT, modelo H-4325 (Elgin, EE. UU.) con dos tamices ASTM de número de malla 10 y 16 (2.00 y 1.18 mm).
Preparación del biocomposite
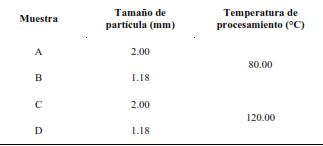
Los biocomposites se prepararon a partir de un diseño experimental 22 de acuerdo con los siguientes factores y niveles: tamaño de partícula de los residuos (2.00 y 1.18 mm) y temperatura de procesamiento (80 y 120 °C). Para este fin, las partículas fueron mezcladas manualmente con la resina vinil acrílica a temperatura ambiente con una proporción 2:3 refuerzo: matriz (60 % en peso de la matriz polimérica), esto para lograr un máximo reforzamiento del copolímero. Los productos resultantes se secaron en dos etapas: (i) 25 °C y 50 % HR por 24 horas en una cámara de acondicionamiento POLEKO, modelo KK350 (Wodzislaw Slaski, Polonia), para un secado gradual y controlado que permite evitar la pérdida acelerada de la humedad que podría afectar la estructura de la matriz polimérica e inducir tensiones internas, y (ii) 40 °C por 8 horas en una estufa MMM MEDCENTER, modelo Ventincell 55 (Einrichtungen, Alemania), para eliminar la humedad restante sin comprometer las propiedades del material. Finalmente, se obtuvieron láminas de 2.05 ± 0.05 mm de espesor mediante moldeo por compresión a 150 bar durante 10 minutos, por medio de una prensa hidráulica automática LAB TECH, modelo LP-S-50 (Mueang Samut Prakan, Tailandia). Las temperaturas de procesamiento y acondicionamiento se seleccionaron con base en la estabilidad térmica de las materias primas. La Tabla 1 presenta los parámetros experimentales de las formulaciones estudiadas.
Caracterización mecánica
La caracterización mecánica de las muestras se evaluó a través de los siguientes parámetros: resistencia a la tracción, elongación a la rotura, módulo de elasticidad y tenacidad. El ensayo a tracción se lo realizó de acuerdo con la norma ASTM D630 en al menos 30 probetas tipo IV, para cada formulación,
en una máquina universal INSTRON, modelo 3365 (Norwood, EE. UU.) con celda de carga de 500 N y velocidad de cruceta de 20 mm/min a temperatura ambiente.
El análisis estadístico de los datos se llevó a cabo con el uso del software StatGraphics® bajo la siguiente secuencia: (a) análisis de correlación entre variables, (b) evaluación de la distribución de los datos, (c) identificación de casos atípicos, (d) determinación de medias e intervalos de confianza y (e) análisis de varianza.
En la estadística descriptiva, el análisis inició con la evaluación de la relación entre cada par de variables mediante la prueba de correlación de Pearson (r) (Gutiérrez Pulido & De la Vara Salazar, 2008), a partir de la cual se formularon las siguientes hipótesis:
H o : r = 0 (no existe correlación)
H A : r ≠ 0 (existe correlación)
El valor p asociado a r se utilizó para decidir si la correlación observada podría atribuirse al azar. Un valor-p ≤ 0.05 indica que la relación lineal es significativa. Una vez determinada la correlación, se procedió a evaluar la distribución de los datos mediante una prueba de normalidad. Este paso es fundamental para determinar si los datos multidimensionales pueden proceder razonablemente de una distribución normal, lo cual influye en la elección entre un análisis estadístico paramétrico o no paramétrico. Para ello, se utilizó la prueba de Royston, especialmente adecuada para muestras grandes (Fernández, 2011), formulándose las siguientes hipótesis:
H 0 : Los datos proceden de una distribución normal, F(x) es normal.
H A : Los datos no proceden de una distribución normal, F(x) no es normal.
Tras definir el tipo de distribución, se identificaron los casos atípicos, ya que estos pueden distorsionar las medidas centrales y afectar la validez e interpretación de los resultados. Para abordar esta problemática, se puede aplicar los límites de tolerancia de Bonferroni (estadística paramétrica) o las distancias de Mahalanobis (estadística no paramétrica). La identificación de valores extremos permite calcular adecuadamente los valores medios de las propiedades y sus intervalos de confianza al 95 % (Gutiérrez Pulido & De la Vara Salazar, 2008).
En el análisis comparativo, el diseño experimental consideró tres efectos de interés: dos efectos principales (tamaño de partícula y temperatura de procesamiento) y el efecto de interacción entre ambos factores. Para validar la influencia de estos efectos en el comportamiento mecánico a tracción, se realizó un análisis de varianza.
Antes de proceder con dicho análisis, es esencial verificar la ausencia de multicolinealidad entre las variables independientes, lo cual se puede evaluar mediante el coeficiente de correlación de Pearson. Si el valor de este coeficiente supera 0.9, indica una alta correlación entre las variables, lo que sugiere la presencia de multicolinealidad. En tal caso, las variables podrían medir la misma información, lo que afectaría la precisión y validez de los resultados del análisis de varianza. Si no existe una correlación significativa entre las variables dependientes, se puede realizar un análisis de varianza con modelos lineales generales univariante (ANOVA). De lo contrario, se debe emplear un análisis de varianza multivariante (MANOVA) para evaluar los efectos conjuntos de los factores sobre todas las variables dependientes. Posteriormente, se llevará a cabo una prueba de significancia mediante comparaciones múltiples Fisher LSD (Least Significant Difference) al 95% para identificar los grupos homogéneos. (Fernández, 2011).
Para investigar cuál de los tres efectos influye de manera significativa, se procedió a probar las siguientes hipótesis:
H 01 : Efecto tamaño de partícula no influye significativamente con las variables de respuesta.
H 02 : Efecto temperatura no influye significativamente con las variables de respuesta.
H 03 : Efecto interacción tamaño de partícula y temperatura de procesamiento no influye significativamente con las variables de respuesta.
H A1 : Efecto tamaño de partícula influye significativamente con las variables de respuesta.
H A2 : Efecto temperatura influye significativamente con las variables de respuesta.
H A3 : Efecto interacción tamaño de partícula y temperatura de procesamiento influye significativamente con las variables de respuesta.
Finalmente, se realizó un análisis microscópico de la superficie y la región de falla por tracción de las muestras con un estereomicroscopio MEIJI TECHNO, modelo EMZ-13TR (Saitama, Japón).
Caracterización térmica
Para la caracterización térmica de las muestras, se realizó un análisis de calorimetría diferencial de barrido (DSC) y termogravimétrico (TGA-DTG).
En el análisis DSC, se utilizó un calorímetro NETSZCH, modelo DSC 204 F1 Phoenix (Gerätebau, Alemania). Las muestras se sometieron a cuatro pasos térmicos: calentamiento de 20 a 150 °C, paso isotermal por 5 min, enfriamiento hasta 20 °C y finalmente, calentamiento hasta 150 °C, con velocidad de 20 °C/min en atmósfera de nitrógeno de 20 ml/min. Se utilizó el software NETZSCH PROTEUSTM para determinar la temperatura de transición vítrea (Tg). En el TGA, se empleó un analizador METTLER TOLEDO, modelo TGA-2 (Greifensee, Suiza), de 25 a 650 °C con velocidad de calentamiento de 10 °C/min y flujo de nitrógeno de 50 mL/min. Se utilizó el software STAReTM para determinar los pasos de pérdida de masa y temperaturas de descomposición máxima.
Análisis espectroscópico infrarrojo
Para el análisis espectroscópico infrarrojo de las muestras, se utilizó un espectrómetro con Transformadas de Fourier de reflexión total atenuada y cristal de diamante (ATR-FTIR)
JASCO, modelo FT/IR-C800 (Tokio, Japón), entre 4000 y 400 cm-1 con una resolución de 2 cm-1y 20 escaneos.
3. RESULTADOS Y DISCUSIÓN
Caracterización mecánica
Análisis de correlación de variables:
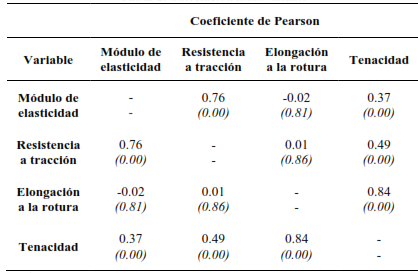
Los resultados de la prueba de Pearson, detallados en la Tabla 2, muestran coeficientes distintos de cero y respalda la aceptación de la hipótesis alternativa (H A ) que sostiene la presencia de correlación entre las variables.
Los valores-p inferiores a 0.05, indican correlaciones significativas en los siguientes pares de variables:
Módulo de elasticidad y resistencia a la tracción
Módulo de elasticidad y tenacidad
Resistencia a la tracción y tenacidad
Elongación a la rotura y tenacidad
Este resultado indica una interrelación entre estas variables, donde un cambio en una variable está asociado a un cambio en la otra.
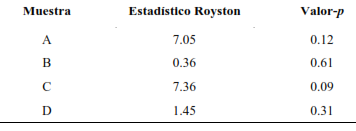
b) Evaluación de la distribución de los datos
Los resultados de la prueba de Royston se presentan en la Tabla 3, donde se observaron valores-p superiores a 0.05 en todas las muestras. Esto respalda la aceptación de la hipótesis nula (H 0 ) y determina que los datos provienen de una distribución normal. Sobre la base de los resultados previamente presentados, se aplicó la estadística paramétrica a la evaluación posterior de los resultados mecánicos.
c) Identificación de casos atípicos
Para la identificación de casos atípicos se aplicaron los límites
de tolerancia de Bonferroni en cada experimento. Al evaluar los cuatro experimentos (A, B, C, D), se verificó que ninguno de los casos excedió los límites de tolerancia Bonferroni, esto demuestra la ausencia de casos atípicos en los datos analizados.
d) Determinación de medias e intervalos de confianza
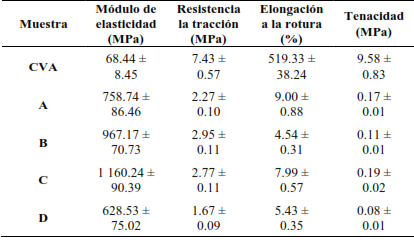
La ausencia de casos atípicos proporcionó el fundamento para calcular el valor medio de las propiedades mecánicas a tracción, junto con su intervalo de confianza al 95 %, como se detalla en la Tabla 4 y se representa en la Figura 1(a).
Los resultados obtenidos revelan que los experimentos A y C presentaron elongación a la rotura y tenacidad superiores en comparación con los B y D. Por otro lado, los B y C exhibieron resistencia a la tracción y módulo de elasticidad superiores a los A y D. Es así como el experimento C muestra valores superiores en todas las propiedades mecánicas, atribuibles a un mayor tamaño de partícula y una temperatura de procesamiento más elevada.
Además, los biocomposites muestran un módulo de elasticidad superior en comparación con el del CVA, gracias a la función estructural asumida por los refuerzos. Estos refuerzos distribuyen el esfuerzo en el material compuesto, proporcionándole una mayor rigidez. Es decir, la matriz polimérica brinda la capacidad de deformación y resistencia, mientras que los refuerzos contribuyen significativamente a la rigidez del material (Sreekala et al., 1996).
Para comprender el refuerzo proporcionado por las partículas
de coronta de maíz, varios estudios han explorado su microestructura. La médula, en particular, tiene una estructura similar a una esponja, con células estrechamente conectadas y muy pocos espacios. Las paredes celulares son delgadas y contienen aire, y la superficie de las células contiene pequeños agujeros y microfibrillas de celulosa. Esta estructura permite que la presión se distribuya uniformemente entre las células cuando se aplica una fuerza externa. La microestructura porosa de la médula le confiere una excelente capacidad de absorción de impactos. El anillo leñoso, por otro lado, tiene una estructura más tridimensional que la médula. Tiene mayor resistencia mecánica gracias a un esqueleto sólido compuesto de celulosa y lignina. Cuando se aplica una fuerza externa, los esqueletos de fibras se estiran y los nodos de conexión limitan la deformación. Esta estructura confiere al anillo leñoso alta resistencia mecánica (Chong et al., 2021; Zou et al., 2021).
Por otra parte, el aumento de la temperatura de procesamiento disminuye la viscosidad del CVA, esto facilita la dispersión de las partículas de refuerzo en la matriz polimérica durante el proceso de prensado. La mejora en la compatibilidad interfásica optimiza la transferencia de carga e incrementa la rigidez del material. Además, el calentamiento contribuye a la relajación de las tensiones residuales, reduce la presencia de
defectos y mejora la integridad estructural del material (Anbupalani et al., 2020; Riara et al., 2021).
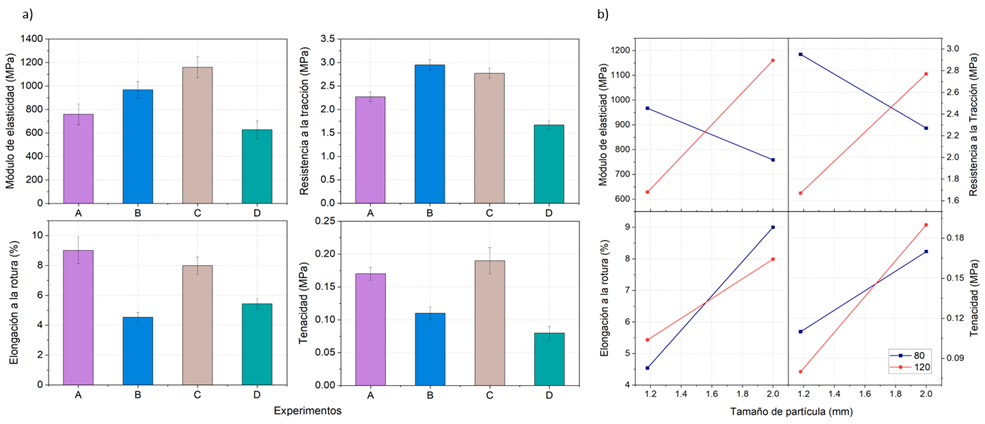
Figura 1 a) Resultados de propiedades mecánicas a tracción, b) Interacciones de los factores tamaño de partícula y temperatura de procesamiento sobre las propiedades mecánicas a tracción
Ahora bien, la inferioridad de la resistencia a la tracción, elongación a la rotura y tenacidad de los biocomposites en comparación con el CVA, podría deberse a la incompatibilidad entre los refuerzos, de naturaleza hidrofílica, y el copolímero, de naturaleza hidrofóbica. Esto impacta negativamente en la adhesión interfacial entre ambos. El grupo hidroxilo presente en los refuerzos, responsable de su polaridad, contribuye significativamente a su alta capacidad de absorción de humedad. Específicamente, la celulosa y hemicelulosa, al ser los componentes más higroscópicos, ejercen una influencia considerable en la disminución de las propiedades mecánicas (Anbupalani et al., 2020).
e) Análisis de varianza
Como se observó en la evaluación previa de la correlación entre las variables dependientes mediante el coeficiente de Pearson, varias de estas variables están significativamente correlacionadas. No obstante, ningún valor de 𝑟 es mayor a 0.9, lo que indica la ausencia de multicolinealidad. Por otro lado, algunas variables, como el módulo de elasticidad y la elongación a la rotura, no presentan correlación significativa entre sí. En consecuencia, se optó por realizar el análisis de varianza con modelos lineales generales univariante (ANOVA) y multivariante (MANOVA), cuyos resultados se muestran en la Tabla 5.
Estos resultados revelan un valor-p inferior a 0.05 para el tamaño de partícula y la interacción de los factores en el módulo de elasticidad, resistencia a la tracción, elongación a la rotura y tenacidad, lo que indica que estos dos factores tienen una influencia significativa en estas variables. En cambio, el valor-p asociado a la temperatura de procesamiento supera 0.05 para el módulo de elasticidad, elongación a la rotura y tenacidad, lo que indica que este factor no tiene un impacto significativo en estas variables, aunque sí influye en la resistencia a la tracción.
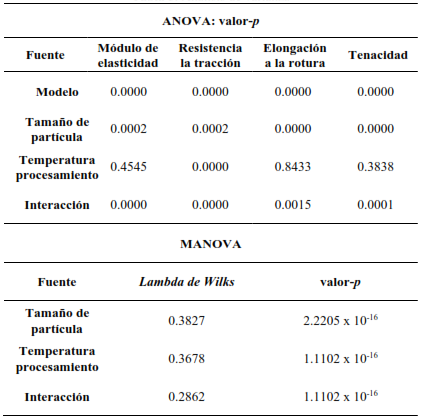
Es relevante destacar que los tres efectos también influyen de manera importante en la correlación entre las variables, tal como se evidencia por un valor-p menor a 0.05 tanto en el modelo lineal general univariante como en el multivariante. En este contexto, se aceptaron finalmente las hipótesis alternativas (H A 1, 2, 3 ), lo que señala que todos los efectos ejercen una influencia significativa en las variables de respuesta. El efecto más significativo es la interacción entre el tamaño de partícula y la temperatura de procesamiento, ya que presenta un valor menor en el estadístico de Lambda de Wilks (0.2862).
Este resultado se sustenta aún más en el análisis detallado de las interacciones entre estos factores, como se ilustra en la Figura 1(b). En dicha figura, se evidencia una interacción entre los factores de tamaño de partícula y temperatura de procesamiento en cada una de las propiedades estudiadas. Este patrón sugiere que el impacto de un factor en la respuesta está condicionado al nivel del otro factor, es decir, la relación entre las variables no es constante y la combinación específica de condiciones influye de manera significativa en los resultados observados. Finalmente, tras encontrar influencias significativas de los factores, se procedió a realizar la prueba de comparaciones múltiples Fisher LSD (Least Significant Difference) al 95 %, cuyos grupos homogéneos se detallan en la Tabla 6.
Este análisis lleva a constatar que, en todas las variables, el tamaño de partícula surge como el factor más influyente. No obstante, es claro que la interacción de los refuerzos se vio afectada por el tamaño de partícula y la temperatura de procesamiento, conforme se evidenció en el análisis de varianza.
Además del análisis estadístico realizado, resulta esencial estudiar el comportamiento mecánico a través de las curvas de esfuerzo - deformación, detalladas en la Figura 2(a), que ilustra el comportamiento tanto de los biocomposites como del copolímero vinil acrílico (CVA) sin refuerzo.
Para el caso del CVA, comienza con un comportamiento elástico, representado por la zona lineal, seguido por una transición hacia un comportamiento plástico dúctil. Durante esta fase, se forma una zona de estricción, que evidenció la capacidad del material para deformarse plásticamente. Finalmente, se observa un endurecimiento por deformación, con un aumento en la resistencia mecánica del material causado por la asociación de dislocaciones, donde los defectos cristalinos lineales en el copolímero se desplazan y se agrupan, lo cual reduce su capacidad de elongación hasta alcanzar el punto de rotura. (Jabbari-Farouji et al., 2015; Sreekala et al., 1996).
De manera análoga, los diversos biocomposites exhibieron inicialmente un comportamiento elástico, seguido por uno plástico moderadamente dúctil. Es importante resaltar que a medida que disminuye el tamaño de partícula, se observa una reducción en la ductibilidad, debido al aumento en la probabilidad de formación de defectos, los mismos que al actuar como concentradores de tensiones, debilitan la estructura y afectan su capacidad para deformarse plásticamente sin fracturarse. Además, la presencia de refuerzos más pequeños puede alterar la distribución interna del material y disminuye su ductibilidad (Singleton et al., 2003).
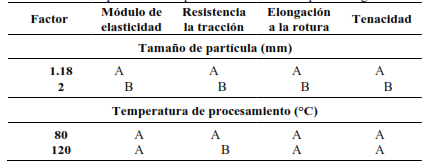
Figura 2 a) Curvas de esfuerzo-deformación de CVA y biocomposites, b) Superficies de biocomposites y visualización a 20X con luz trasmitida, de la distribución y distancia entre refuerzos, c) Fractura de biocomposites, visualización a 30X
Por otro lado, los refuerzos de mayor tamaño, como se ilustra en la Figura 2(b), demuestran que la distancia entre estos se incrementa y promueve la ductibilidad gracias a la influencia de la matriz polimérica. Esta mayor deformación de la matriz contribuye a un aumento en la elongación del material compuesto (Anbupalani et al., 2020; Sreekala et al., 1996).
El efecto del tamaño de partícula también incide en el tipo de fractura a tracción de los biocomposites, tal como se ilustra en la Figura 2(c), donde se aprecia que, con el incremento en el tamaño de partícula, se manifiesta una fractura dúctil conocida como fractura por estricción. En este caso, el material se deforma y fluye alrededor de la punta de la grieta con un borde en forma de cuña. Este modo es típico en materiales dúctiles, como los biocomposites A y C. Por otra parte, con partículas de menor tamaño, se manifiesta una fractura moderadamente dúctil, en la que las superficies se separan con deformación perpendicular a la superficie de fractura, como se presenta en los biocomposites B y D (Anglada et al., 2002).
Caracterización térmica
El análisis calorimétrico, mostrado en la Figura 3(a), reveló un incremento de aproximadamente 10 °C en la temperatura de transición vítrea (Tg) del CVA en los biocomposites. Este aumento podría atribuirse a la formación de interacciones tipo dipolo-dipolo entre la fibra y la matriz, lo que restringe la movilidad segmental del polímero y eleva su Tg. Estos resultados sugieren que, a pesar de la incompatibilidad entre los componentes, existen interacciones locales que afectan las propiedades térmicas del material (Rudnik, 2007). En el análisis termogravimétrico de la coronta de maíz (CM), copolímero vinil acrílico (CVA) y biocomposites, ilustrado en la Figura 3(b), se distinguen cuatro etapas de pérdida de masa.
En el primer intervalo, que comprende de 25 a 200 °C, se observa la liberación de compuestos altamente volátiles, presumiblemente asociados a la evaporación de agua libre y cristalizada. En el segundo intervalo, situado entre 200 y 400 °C, se registra la descomposición de compuestos medianamente volátiles. En el CVA, este intervalo es indicativo de su desacetilación, proceso que implica reacciones de ruptura de la cadena polimérica y genera productos aromáticos como benceno, tolueno y naftaleno. Al final de esta etapa, se forma un producto estable insaturado o polieno (Li et al., 2023).
Para la coronta de maíz, se evidencia la eliminación de grupos polihidroxilo, acompañada de la despolimerización y descomposición de la celulosa, lignina y hemicelulosa, que produce levoglucosano, furfural y fragmentos de productos de menor peso molecular. Este paso también implica la degradación de ácidos carboxílicos y otros componentes presentes en la coronta (Rimez et al., 2008). La tercera etapa que abarca de 400 a 500 °C, está marcada por la degradación
de los productos generados en las fases anteriores. Finalmente, a temperaturas superiores a los 500 °C, se obtiene un residuo rico en carbono y minerales (Li et al., 2023; Rimez et al., 2008).
Además, las curvas de derivada termogravimétrica (DTG) muestran una temperatura máxima de descomposición de los compuestos medianamente volátiles en la coronta a 298 °C, mientras que para el copolímero y los biocomposites esta temperatura se sitúa en 334 °C. Este resultado sugiere una función protectora térmica de la matriz polimérica sobre los refuerzos, que actúa como un inhibidor que disminuye la cinética de las reacciones térmicas de descomposición (Rudnik, 2007).
Por otro lado, conforme lo indica la bibliografía, es relevante señalar que en la superficie de la coronta se encuentran sales de silicio, que pueden desempeñar el papel de un agente de acoplamiento al actuar como un puente químico entre los refuerzos y la matriz polimérica. Esta interacción interfacial mejora la adhesión mediante enlaces covalentes, comportándose eficazmente como un tensoactivo sólido. Como resultado de esta interacción, junto con la conexión entre refuerzos y matriz, se observó una mejora significativa
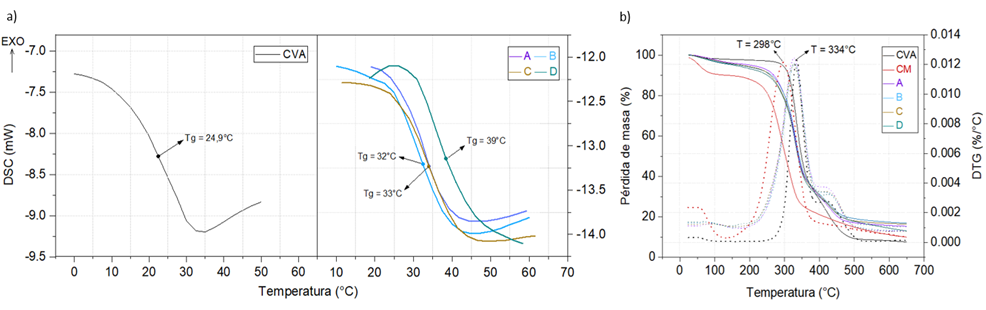
Figura 3 Comportamiento térmico de materias primas y biocomposites desarrollados, a) DSC y b) TGA-DTG
en las propiedades térmicas de los biocomposites (Anbupalani et al., 2020).
Análisis espectroscópico infrarrojo
Los espectros del análisis infrarrojo, realizados tanto en la CM como en el CVA y los biocomposites, se presentan en la Figura 4. Para la CM, se observa la presencia de grupos hidroxilo (~3 000 y 1 627 cm-1), metilo (~2 958 y 2 872 cm-1), metileno (~2 925 y 2 856 cm-1), carbonilo (~1 727 cm-1), grupos acetal/cetal (enlace glucosídico ~1 173 y 1 018 cm-1), y grupos aromáticos (~1 660 - 1 450, 1 244, 667 cm-1). Estos grupos indican la presencia de agua, lignina, ácidos carboxílicos, hemicelulosa y celulosa, que son constituyentes característicos de la coronta de maíz (Zou et al., 2021).
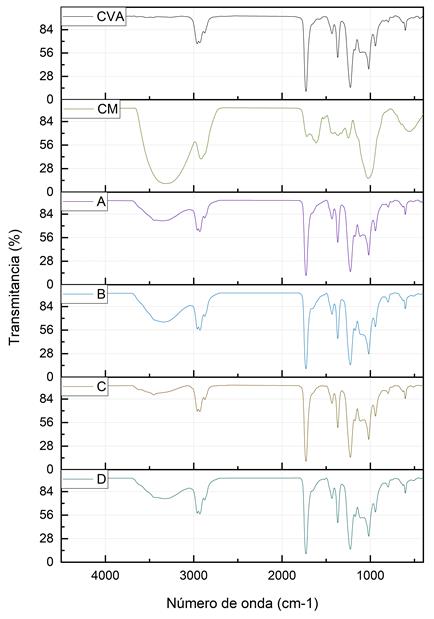
En el copolímero y los biocomposites, se identificaron grupos metilo (~2 958 y 2 874 cm-1), metileno (~2 929 y 2 874 cm-1), carbonilo (~1 728 cm-1) y grupos éster (~1 227 y 1 113 cm-1), que confirma la presencia del CVA. Además, en los biocomposites se encuentran grupos hidroxilo (~3 000 cm-1), derivados de la celulosa, hemicelulosa y lignina propios de la CM. Estos resultados indican que no solo se logró un óptimo recubrimiento de los refuerzos, sino que también, gracias a que la médula, en particular, exhibe un tejido similar a una esponja, la resina vinil acrílica pudo desplazarse mediante fenómenos de capilaridad. Este proceso, conocido como imbibición, implica el ascenso y descenso de la resina en los pequeños espacios debido a las fuerzas cohesivas y adhesivas entre las moléculas de la resina y las paredes de los refuerzos. Como resultado, se logra una distribución y un reforzamiento máximo del copolímero, además de conferir un comportamiento plástico dúctil, según se evidencia en las curvas de esfuerzo-deformación (Aguilar et al., 2023; Zou et al., 2021).
4. CONCLUSIONES
Las formulaciones ensayadas permitieron elaborar satisfactoriamente biocomposites con refuerzos de coronta de maíz en matriz de copolímero vinil acrílico. El análisis estadístico reveló que las propiedades de tracción están notablemente influenciadas por la interacción entre el tamaño de partícula y la temperatura de procesamiento. Los resultados del comportamiento mecánico indicaron un aumento significativo en el módulo de elasticidad en comparación con el copolímero vinil acrílico sin refuerzo. Específicamente, se observó que los refuerzos de 2.00 mm demostraron una mayor ductibilidad, mientras que, a una temperatura de procesamiento de 120 °C, se incrementó la rigidez. La caracterización por DSC reveló un incremento en la temperatura de transición vítrea del copolímero vinil acrílico, mientras que, el estudio termogravimétrico determinó una reducción en la cinética de las reacciones térmicas de descomposición de los refuerzos de coronta de maíz. Por otra parte, los espectros FTIR confirmaron mayor presencia del copolímero vinil acrílico.
Estos hallazgos sugieren la existencia de interacciones entre la matriz polimérica y los refuerzos, así como una función protectora desempeñada por la matriz, manifestada en un efectivo recubrimiento e imbibición de los refuerzos.


