











 Inglês (pdf)
Inglês (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por email Citado por SciELO
Citado por SciELO  Similares em
SciELO
Similares em
SciELO 
 Permalink
PermalinkI. INTRODUCTION
At present, milk and its products are one of the most consumed products worldwide. Based on the predictions of the study carried out by the Food and Agriculture Organization of the United Nations 1, it is estimated that milk production in 2016 was 816 million tons. In terms of energy, the dairy industry is one of the most energy consuming in its production process and that energy is based mainly on the use of fossils, which generates the emission of greenhouse gases (CO2, SOx, NOx), at considerable scales 2. The increase in energy efficiency is a challenge for this type of industry, and in this sense the use of renewable energy and / or the optimization of non-renewable energy during the production process, would promote the reduction of gas emissions and at the same time the protection of the environment 3. The global energy resources are limited, for this reason energy efficiency policies were analyzed and the interest of the scientific community in the development of energy conversion devices and new techniques that allow better use of existing resources to avoid waste 4 Because of the importance involved in optimizing energy efficiency, in the last decades industries have applied energy and exergy balances to analyze consumption and improve the efficiency of the available energy resources of fossil fuels 2. The exergy analysis is considered as an effective tool to evaluate the performance of a system, the result of the analysis quantifies the real energy losses (destruction and exergy efficiency) and provides a measure of energy quality 5,6). The exergy, unlike the 1st Thermodynamic Law (Law of Conservation of Energy), is not conserved during the whole process (2nd Law of Thermodynamics) and is defined as the work available for use by a system 7,8. According to 9, the exergy balance determines the actual energy loss more accurately compared to the traditional energy analysis in a production plant. In other words, the exergy analysis evaluates the sustainability and performance of energy systems. As reported by 3, the increase in the exergy efficiency of a system decreases its environmental impact and increases its sustainability index and vice versa.
With regard to the dairy industry, there are several investigations that have focused on energy / exergy analysis. For example, 10 applied an analysis of exergy and advanced energy in a dairy industry, the study suggested that exergy analyzes especially avoidable and inevitable exergy can contribute to a better understanding of the real process and the way to focus optimizations during the process. 11 carried out a thermodynamic analysis of the process of pasteurization of milk from geothermal energy in which they determined that the exergy efficiency of the process at different temperatures was in the range of 22.61 to 56.81%. 2 developed a comprehensive analysis of an industrial scale yogurt production plant composed of 4 lines (steam generation, refrigeration, standardization and pasteurization of milk), in the study it was found that the compressor set air / heater is where the greatest exergy destruction occurs (12484.88 kW) and the lowest exergy efficiency (8.48%).On the other hand, 12 conducted an investigation of how exergy balance can be a potential tool to analyze and optimize dairy processes in terms of energy.
From the study it was determined that the exergy efficiency is in the range of 36-99% observing greater exergy loss in the evaporators and dryers.
The production of pasteurized milk in the Tunshi experimental station, consists of three main lines: steam generation, refrigeration, standardization and pasteurization of milk. The main objective of this research was to perform an exergy balance of each line and identify the maximum work according to the needs that the plant requires, in order to reduce the different types of energy losses in the equipment and achieve a product that complies with quality standards, to maximize the benefits of the plant and provide a profitable value to the product 15
II. MATERIAL AND METHODS
General operating conditions
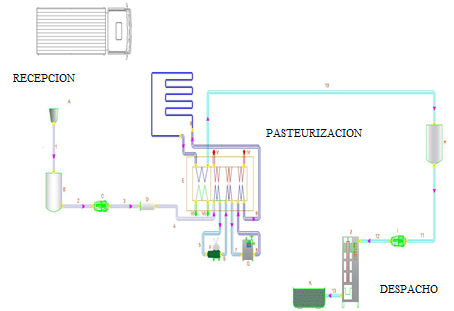
The steam generation has a cauldron with a power of 11200 W, the control is automatic, the maximum pressure is 55 psi and the minimum is 45 psi.
The steam that is generated is directed towards the processing plant by a pipe covered with glass wool to avoid heat losses.
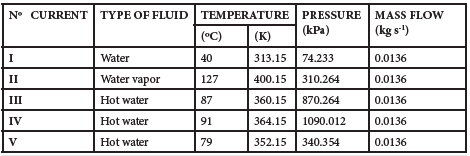
The cauldron consumes 2.19x10-4 L s-1 of diesel, the water enters the cauldron at 313.15 K and water vapor comes out at 400.15 K, the steam condenses at a temperature of 350.15 K and enters the heat exchanger by plates, to increase the temperature of the milk that returns to the cauldron Table 1.
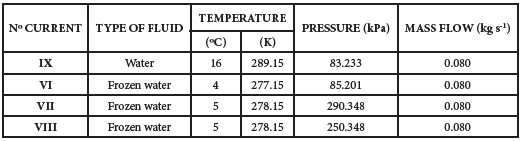
The cooling system needs an ice bank that allows the plant to have cold water. The water is at 290.15 K and decreases to 277.15 K when passing through the ice tank Table 2.
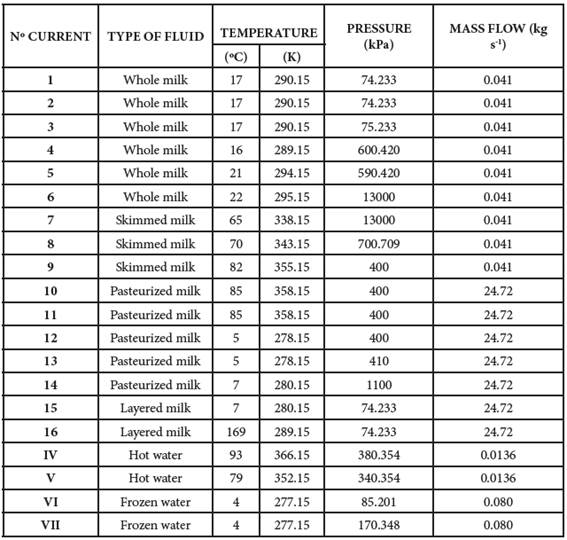
The pasteurizer with plate exchanger has a water expansion tank, which controls the temperature of the water that enters a section of the plates, this is controlled by an automated sensor so that the milk can get warm and go to the centrifuge with a temperature of 308.15 K leaving at a temperature of 338.15 K, the milk flow returns to the pasteurizer so that the temperature of the milk rises to enter the homogenizer with a temperature of 343.15K, the milk leaves at 355.15 K and returns to the regeneration process by 10 sa 358.15 K to move to the cooling stage. The drop-in temperature is obtained with cold water that circulates through another section of the plates at 277.15 K. Once the pasteurized milk is transferred to a storage tank with a capacity of 2000 L, stainless steel tank with thermal insulation to maintain the temperature of the pasteurization, the milk to be sheathed reaches 292.15 K to be sent to its destination Table 3.
Standardization and pasteurization line
To obtain data from this line, reference was made to an ambient pressure (Po) 1 atm and room temperature (T0) of 298.15 K.
Reception and storage tank: According to 16, in order to analyze the exergy of a mixture it is necessary to determine the amount of heat that is transferred between the components and their surroundings until the dead point that will be the reference state expressed as a function of the calorific capacity at constant pressure of each component of a mixture. For the raw milk that enters the tank you can define your physical exergy 17:
 ()1
()1
Where : M1 : mass flow whole milk, CpX : heat capacity of milk, temperature current (i)(K), To ambient temperature (K).
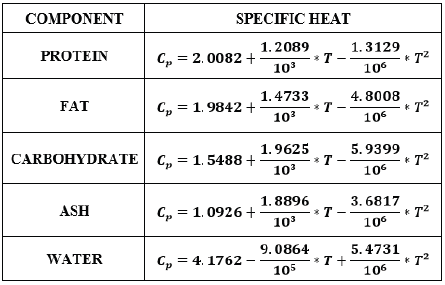
The heat capacity according to 17 of the Equation 1 can be taken from the mathematical equations detailed in the Table 4:
Pumping, Filter and Centrifuging Devices: Depending on the reversible work of the devices, the exergy was calculated from Equation 2.
 ()2
()2
Where : M1 : mass flow whole milk, υ especific volumen current (i), pressure current (i), atmospheric pressure (i).
Homogenizer: Equipment of 6.7 kW of power and capacity of 1200 L/ h has a set of pistons for milk fattening by reducing the size of the fat globule. In order to determine the chemical exergy that accompanies milk in any part of the process, it is necessary to establish the composition in each of the lines with the data in Table 4.
18 took the standard chemical exergy of the inorganic materials present in milk. On the other hand, the semi-empirical mathematical model used by 16 was used for organic components. This indicates the need to analyze from the thermodynamic view the possible structural configurations that milk will have depending on its composition and that can be determined for the case of the homogenizer depending on the diameter of the fat globule:
 ()3
()3
Where: Sconf = Configurational entropy, -N = Number of scattered drops per kilogram of milk, KB = boltzmann constant, O = Volume of the dispersed phase.
The value of N was established by a laboratory test, for this was used: One liter of milk, a large pot, a jar. The liter of milk was dropped into the pot at a height of 30 cm, the drops that splashed were counted the number of scattered drops as well, 5 tests were performed to eliminate outliers.
Steam generation system
The line consists of a boiler, a condenser and a pump. To determine the mass flow of the boiler, the power and a mass flow of 0.01 kg s-1 were taken as reference. The fuel used is diesel (C12H26) with a mass flow of 5.25 x10-2 kg s-1y and with a steam production of 2.00x10-4 L s-1 (19).
The Equation 4 is used to calculate the physical exergy of currents of water and steam of the system:
 ()4
()4
Where: Exph I physical exergy at the entrance of the boiler (kJ s-1), M3 mass flow of the steam generation system (kg s-1), T0 ambient temperature (K), h1 enthalpy at the entrance of the boiler, ho enthalpy at ambient temperature (kJ kg-1), S1 entropy at the entrance of the boiler, So entropy at ambient temperature (kJ kg-1).
The chemical exergy of the fuel that enters the boiler is determined from the Equation 5:
 ()5
()5
Where: Md3 is the mass flow of fuel (kg s-1), O1fuel quality factor (kg s-1), qLHV Minimum bottom heat of fuel. According to 16, the quality factor (O1) of hydrocarbon fuels such as CaHb is approximated by the application of an empirical equation.
The molar percentages leaving the boiler were determined based on the chemical reaction of combustion with theoretical air and assuming complete combustion, to determine its chemical exergy.
 ()6
()6
Based on the chemical reaction of the Equation 6 the chemical exergy at the boiler outlet is determined with the Equation 7.
 ()7
()7
Where, Md3 is the diesel mass flow, N1 total number of moles, Xi molar fraction, Ei standard chemistry exergy, R Universal constant of the gases (kJ mol-1 K-1) and To the Ambient temperature K.
Refrigeration system
The line consists of an ice bank and a pump. The ice bank works with a single-phase motor of 7.5 Hp, allows the dairy plant to have cold water. The water passes through a copper evaporator with a difluoromethane refrigerant (CH2F2), the pump returns the water to the ice bank. The mass flow was calculated with the capacity of the ice bank of 75 t and with the water density of 1000 kg m-3 (18. The physical exergy is determined by Equation 8.
 ()8
()8
Where, M4 is the refrigerant mass flow,  is the water heat capacity.
is the water heat capacity.
III. RESULTS AND DISCUSSION
The present study aims at the energy optimization of the milk pasteurization process by determining the destruction of exercise and exergy efficiency in each of the process lines, as shown in Table 5 and Table 6. Where it is analyzed in the lines of pasteurization, steam generation and cold bank in the current operating conditions of the plant tables 1, 2 and 3. The physical and chemical exergy of the system is established under standard operating conditions of the plant.
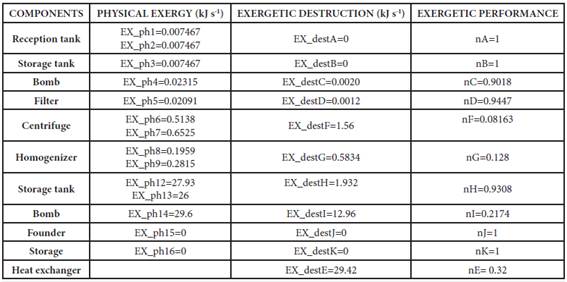
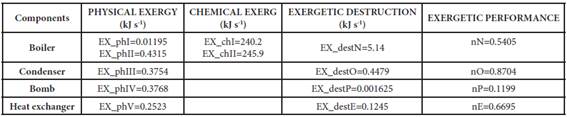
The steam generation and the pasteurization system are the system where the highest rate of exergy destruction occurs. The boiler has a value of destruction of useful chemical energy of 245,9 kJ s-1 and the exergy destruction of physical by heat transfer 5.14 kJ s-1 and pasteurizer 29.42 kJ s-1 due to the sudden change of temperature that occurs in the plate heat exchanger. Values that can be attributed to the rapid heat transfer that is given, and the significant amount of irreversibilities due to the combustion reaction 16,23.
It should be noted that in industrial boilers, exergetic destruction can be reduced by enriching oxygen and preheating the air that enters the combustion chamber, helping to reduce irreversibility while maintaining the stable flame temperature 21. However, this possible solution has a drawback, the increase in exergy loss between the boiler and the surroundings. In order to carry out this improvement it is necessary to involve cogeneration or waste heat utilization systems, which help to improve the overall efficiency of the process 24,25.
In the homogenizer where the configurational entropy of the milk is analyzed as an indicative of the good performance of the separation of the fat fraction, it presents an exercise destruction of 0.584 kJ s-1 that reflects a good stability in the whole milk as well as the influence that the Fat fraction in the chemical exergy of milk 15. The destruction of mechanical exercise is understood as the exercise that is not useful for destroying the fat globules present in the milk at the entrance of the process.
The destruction of exergy in the pasteurizer, due to the plate exchanger is 29.42 kJ s-1 generator due to the high temperature gradients that are needed to raise the temperature of the milk and immediately cool it down irreversible genera by heat transfer both in and in cooling.
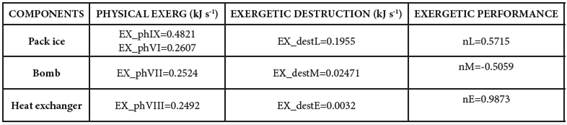
Table 7 shows the exergetic analysis in the cold generation line (ice bank), where the destruction of exercise of 0.199 related to the rapid and large heat transfer that occurs in this component is observed.
This study is the starting point for future research that exergoeconomic and exergoenvironmental analyses, hoping that these approaches will help to increase the thermodynamic efficiency of the plant and a decrease in the costs associated with energy consumption.
IV. CONCLUSIONS
The highest destruction rate of exergy in the pasteurization line was in the plate heat exchanger (29.42 kJ s-1), due to temperature differences in the thermal shock for pasteurization, in the generation line steam was in the boiler due to heat losses (5.14 kJ s-1) and in the cooling system line was given in the ice bank by rapid heat transfer (0.21 kJ s-1).
The destruction of low exergy in the homogenizer (0.5834 kJ s-1) is due to the reduction of the size of the fat globules in order to stabilize the milk. The exergy efficiency of the homogenizer could be improved if the homogenization quality could be maintained at the lowest possible flow rate of the milk stream.
The exergetic performance of the boiler (54%) and the ice bank (57%) generated especially by the heat transfer are points of optimization for the improvement in the process. By means of the exact relation of combustible air and a control system of oxidizer input, the destruction of chemical exergy will be reduced, besides that by means of the best in the distribution and thermal insulation system of the heat lines, the exergetic efficiency of the system can be increased of steam generation. While the ice bank suggests the use of an industrial cooling system to avoid the use of ice in the cooling system.

