










 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Similars in
SciELO
Similars in
SciELO 
 Permalink
Permalink
INTRODUCCIÓN
La Corporación Eléctrica del Ecuador CELEC EP, creó el Centro de Investigación y Recuperación de Turbina Hidráulicas y Partes Industriales CIRT, con la finalidad de brindar servicios especializados de ingeniería a la creciente demanda del sector eléctrico del país, a las actuales y futuras centrales de generación eléctricas, en base a las políticas gubernamentales que fomentan la soberanía, la eficiencia y el cambio de la matriz energética, al desarrollo y uso de prácticas y tecnologías ambientalmente limpias y sanas.
La creciente industria energética, en especial las hidroeléctricas, hace prever que a mediano plazo, los componentes de las turbinas hidráulicas deberán ser sometidos a una reparación o recuperación de los componentes desgastados o en cuya integridad existan daños provocados por los mecanismos de fatiga o por cumplir su ciclo de vida útil.
En la transición hacia el desarrollo, el CIRT se encuentra ahondando esfuerzos para poder solventar la problemática provocada por el desgaste de los componentes, que es una condición inherente desde que entran en funcionamiento, sumados el aparecimiento de ciertos fenómenos como la cavitación, las picaduras “pitting”, la corrosión, la erosión, entre otros, que pueden llevar a una disminución del ciclo de los componentes y que comprometen la integridad del componente y de la máquina por el aparecimiento de defectos como las fisuras que son provocadas principalmente por la fatiga del material.
Las nuevas tecnologías en la construcción de rodetes combinan la fundición de partes con componentes fabricados que posteriormente son soldados entre sí. Además, ciertas áreas de los rodetes son recubiertos con materiales cerámicos como el carburo de tungsteno para proporcionarles una mayor resistencia al desgaste. Entre los materiales utilizados para el diseño y fabricación de rodetes, álabes directrices y más componentes de las turbinas se tiene el ASTM A743 gr. CA6NM [1], que es un acero inoxidable martensítico 13-4, que proporciona una buena soldabilidad, una buena resistencia a la cavitación y una resistencia mecánica alta.
Al utilizar un material de aporte martensítico para soldar sobre este material, se requiere una elevada temperatura de precalentamiento y un tratamiento térmico post-soldadura para evitar el agrietamiento debido a la generación de tensiones. Para realizar reparaciones en campo con material de soldadura austenítica son factibles, con un mínimo de precalentamiento y sin tratamiento térmico post-soldadura; sin embargo, el material depositado no tiene la misma resistencia mecánica que el CA6NM [2].
Para determinar la fiabilidad y factibilidad de un proyecto de reparación o recuperación de un elemento, componente, parte o zona deteriorada, se basa en el estricto cumplimiento de un plan de control y aseguramiento de la calidad.
El área de Control de Calidad y Laboratorios del CIRT, ha desarrollado procedimientos que intervienen en todas las etapas de los proyectos de recuperación; la etapa inicial comprende la inspección mediante END como: macroataque, inspección visual VT, líquidos penetrantes PT, partículas magnéticas MT, ultrasonido convencional y con arreglo de fases UTPA, con lo que se logra identificar e interpretar las indicaciones relevantes para ser evaluadas si cumplen con los criterios de aceptación de normas y/o especificaciones técnicas, lo que conlleva a una definición preliminar de factibilidad del proyecto; etapas intermedias en donde se realiza la caracterización del material, mediante la prueba de espectrometría para determinar la composición química del material y el porcentaje de sus aleantes, así como la medición de la dureza superficial y la preparación metalográfica in-situ sobre la superficie del componente para analizar la microestructura, que revelará tratamientos mecánicos y térmicos, en esta etapa también se hace un control del procedimiento de soldadura WPS (Welding Procedure Specification), desbaste y pulido grueso; y una etapa final donde se hace un control dimensional y geométrico mediante plantillas, una nueva inspección con END, para continuar con el tratamiento térmico post-soldadura para el alivio de tensiones residuales y finalmente realizar un control del acabado superficial (rugosidad).
ESTADO DEL ARTE
La Cavitación
Entre los principales problemas encontrados en los rodetes de las turbinas de reacción de las hidroeléctricas operan fuera del punto de eficiencia se encuentra el desgaste por cavitación (burbujas de vapor), que es un fenómeno físico no deseado, que provoca vibraciones, disminución de la eficiencia y rendimiento, inestabilidad operativa, producción de ruido y daños a la superficie del material de los componentes de las turbinas, especialmente en el lado de succión de los álabes del rodete, después de pocos años de operación.

Figura 1: Daños provocados por cavitación - picaduras “pitting” - erosión, en la superficie de los laberintos de un rodete Francis.
La cavitación es la formación y posterior colapso repentino (implosión) de burbujas de vapor (cavidades) en el seno de un líquido. Este fenómeno ocurre cuando la presión estática local en un fluido alcanza la presión de vapor del líquido a la temperatura local. En la zona de alta velocidad de una turbina, la presión puede bajar a un valor muy bajo formando pequeñas burbujas de vapor, que luego colapsan generándose la cavitación que conduce a picaduras de erosión en la superficie, como se puede apreciar en la Fig. 1.
Existen estudios [3], [4], [5] que dan cuenta que existen cuatro tipos de cavitaciones que pueden ocurrir en los rodetes de las turbinas Francis como son: 1) la cavitación en el borde de ataque por la separación del flujo en el lado de succión o de presión debido al ángulo de incidencia del flujo entrante; 2) la cavitación debido al desplazamiento de las burbujas que se generan en el lado de succión del rodete e implosionan cerca del borde de salida en condiciones de sobrecarga; 3) la cavitación debido a la formación de un remolino en el tubo de aspiración que se produce justo debajo del cono del rodete en el centro del tubo de aspiración, que puede no afectar a los álabes pero que causan fluctuaciones de presión provocando ruido y vibraciones; y 4) la cavitación de vórtice entre álabes que ocurre en condiciones de carga parcial debido a la separación del flujo en el borde de ataque que puede llegar al centro de los álabes y causar la erosión.
Algunos modelos [6], métodos y experimentos han sido desarrollados por varios autores para predecir y estimar los diferentes tipos de cavitación en los rodetes de una turbina Francis; induciendo altas frecuencias de vibración y emisiones acústicas [7]; usando el análisis de señales ultrasónicas en lugar de pulsos de alta frecuencia y la aplicación de máquinas de aprendizaje para la detección de la cavitación [8]; instalando punto de acceso visual a escala completa en el tubo de aspiración para observar el fenómeno de cavitación [9]; la inyección de aire sobre los álabes del rodete trabajando a cargas parciales, lo que reduce efectivamente las vibraciones [10].
Análisis Numérico de los Efectos de la Cavitación sobre el Rodete la Turbina Francis.
Para los diseñadores de turbinas es crítico identificar las regiones en las que se producen la cavitación para lograr un diseño óptimo del rodete bajo condiciones cambiantes y personalizadas. Un diseño eficiente consiste en considerar múltiples escenarios, el uso de softwares especializados para simulaciones es una alternativa para abordar estas necesidades de analizar condiciones de carga, efectos de eficiencia y cavitación.
Una de las formas de analizar los daños superficiales que causa la cavitación es realizando la simulación numérica de un modelo utilizando un software de análisis de dinámica de fluido CFD (Computational Fluid Dynamics) para analizar los efectos de la variación de la velocidad del fluido, carga y presión sobre las partes del rodete. Para que el modelo sea considerado válido, los resultados numéricos deben ser comparados con mediciones experimentales [11], [12], [13].
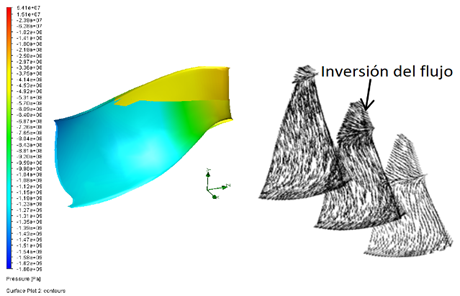
En la Fig. 2, se hace un análisis numérico de las presiones que actúan sobre el álabe del rodete y la evolución de la velocidad del flujo aguas abajo.
METODOLOGÍA
Inspección de Daños y Desgaste en el Rodete
Un buen plan de reparación de los daños y desgaste ocasionados por picaduras de cavitación sobre los componentes de las turbinas, deben ser considerados en los mantenimientos programados de las centrales hidroeléctricas. Si estos daños se dejan de reparar o son reparados inapropiadamente, éstos se extenderán muy rápidamente, disminuyendo el rendimiento, la eficiencia y vida útil de la unidad. Cuando los daños por picaduras se aproximan al 20% del espesor de los álabes o ½” de profundidad, cualquiera que sea menor, entonces se deben tomar medidas correctivas de inmediato.
La aplicación de un correcto plan de mantenimiento puede efectivamente minimizar los problemas futuros, pero si se excede en la reparaciones puede conducir a un degrado y disminución de las propiedades físicas, químicas y mecánicas de los materiales. Una aplicación de soldadura sin control sobre los álabes del rodete puede conducir a la distorsión del perfil hidráulico acelerando los daños por cavitación; además del aparecimiento de esfuerzos residuales en el rodete cuyo resultado será el aparecimiento de fisuras.
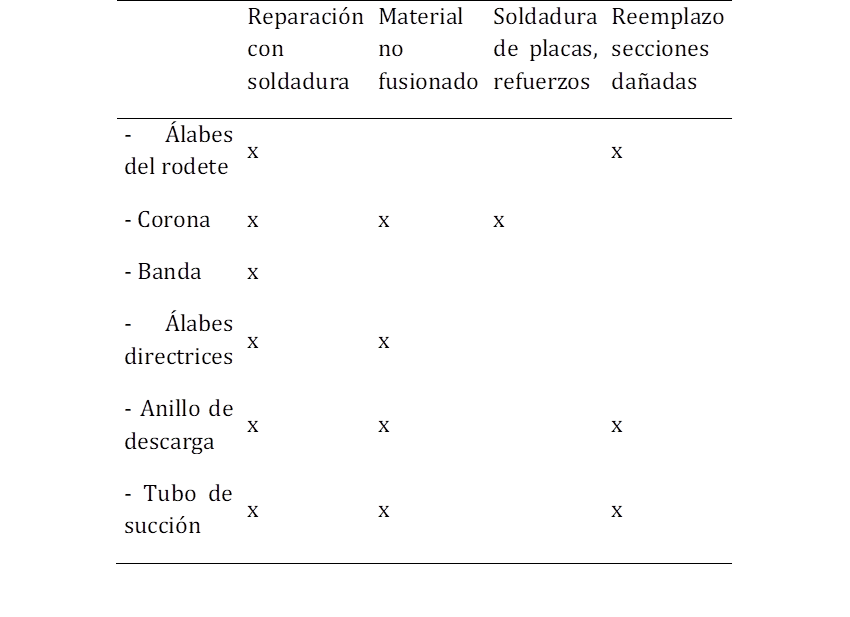
Las reparaciones en sitio deben ser realizadas de una manera lógica y metódica, cumpliendo algunos pasos: 1) Limpieza e inspección para reportar la integridad de componente; 2) Identificar las posibles causas de las zonas afectadas por las picaduras; 3) Planificar un adecuado procedimiento para la reparación; 4) Realizar una reparación eficiente respetando estrictamente el procedimientos de soldadura e inspección con ensayos no destructivos. Durante la reparación debe considerar dos opciones; una es restaurar al componente al perfil original, y otra, modificar el perfil para eliminar o reducir las causas de los daños. En la Tabla 1, se presenta un resumen de los diversos métodos para reparar las áreas afectadas en una turbina Francis como: rellenar el área dañada con material de soldadura; rellenar el área dañada con materiales no fusionados (por ejemplo: sistemas poliméricos); soldadura de placas o refuerzos en las áreas afectadas; o mediante la sustitución de las secciones con material nuevo.
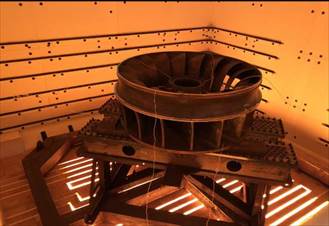
Excesivas intervenciones con procesos de soldadura e incluso una vez que se ha cumplido el ciclo de vida útil indicada por el fabricante, los rodetes deber ser retirados de las turbinas y sometidos a una recuperación integral. En la Fig. 3, se muestra un rodete, en donde las excesivas reparaciones de las fisuras de los álabes ocasionó la fatiga del material (alteración de la microestructura). La operación del rodete fuera del punto de diseño ocasionó una degradación excesiva de la superficie, en la misma figura se puede apreciar el desgaste por picaduras ocasionadas por la cavitación. Este es un caso práctico en donde el rodete ha sido desmontado de la turbina de la Central Hidroeléctrica San Francisco y sometido a labores de recuperación en el Centro de Investigación y Recuperación de Turbinas Hidráulicas y Partes Industriales CIRT.

Ingeniería Inversa para el Análisis Numérico
Para efectos de obtener información en forma precisa y eficiente del desgaste, daños superficiales, desviaciones en la geometría y dimensiones de rodete, se realiza ingeniería inversa digitalizando mediante un escáner 3D (HandySCAN de Creaform) Fig. 4, para obtener una nube de puntos, que posteriormente serán convertidos en un sólido a través de un software CAD poder realizar el estudio del diseño.

Figura 4: Ingeniería inversa, colocación de targets y escaneo sobre un rodete de la turbina Francis.
La digitalización de los componentes de la turbina utilizando el escáner 3D nos permite utilizar el diseño asistido por computador para obtener el sólido de las piezas, Fig. 5, que generalmente tienen diversas formas y variada complejidad, lo que permitirá recrear el diseño de la máquina hidráulica y realizar un análisis y simulación numérica de su comportamiento en variadas condiciones.
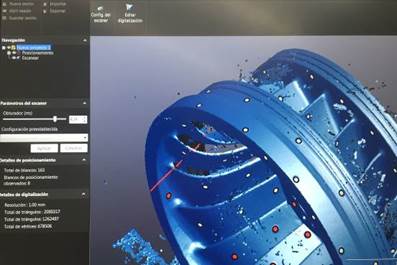
Figura 5: Ingeniería inversa, modelado en 3D (nube de puntos) para procesarlo en CAD y ser utilizado en simulación numérica.
En la Fig. 6, se observa un modelo escaneado en 3D de la turbina Francis ensamblado con sus componentes principales, sobre lo que se puede realizar la simulación numérica para calcular distintos parámetros, como velocidad del flujo, cargas, presiones, movimiento de partículas en cada componente, etc.
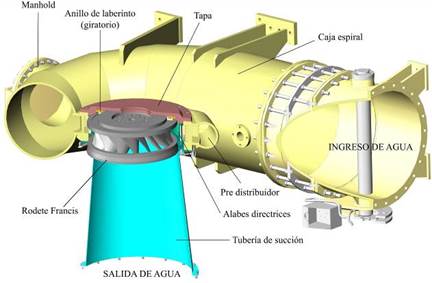
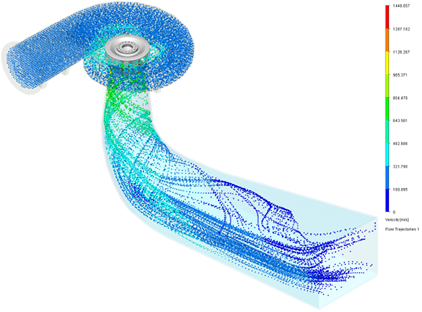
En la Fig. 7, se puede observar la simulación de la trayectoria y la velocidad del flujo, desde el ingreso del agua a la caja espiral simulado una cota (caída) de 213 metros y un caudal de 58 m3/s, pasa por la caja espiral a través de la válvula esférica, luego continua por el pre-distribuidor y álabes directrices, posteriormente el flujo ingresa al rodete Francis, cuya velocidad de rotación nominal es de 327 rpm para generar una potencia nominal de 115 MW, y finalmente llega a la tubería de succión, salida del agua. En la simulación numérica del fluido, se observa que a la salida del rodete se presenta una mayor velocidad de flujo del agua.
El paso del agua a través de la turbina, genera áreas que están sometidas a altas presiones, como se puede apreciar en la Fig. 8, en donde se realiza un análisis numérico estructural; estas áreas evidencian en donde se producen grandes esfuerzos durante el funcionamiento a plena carga y dan cuenta las zonas en donde se va a producir el fenómeno de la cavitación, debido al cambio de presiones.
La simulación numérica del fluido en el rodete indica que en borde de ataque y en los bordes de la corona y banda, existe una gran presión del fluido y que es una de las zonas donde se produce las picaduras por cavitación y erosión en forma real en un rodete de turbina Francis, como se evidencia en la Fig. 9.
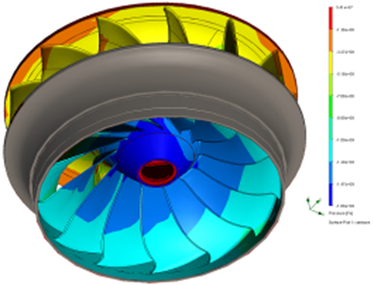
Figura 8: Localización de presiones en el rodete de la turbina Francis al atravesar el fluido a carga nominal.

Limpieza y Ensayos No Destructivos
Una de las etapas para la recuperación es realizar una limpieza exhaustiva y el control inicial del estado del rodete con END, mediante una inspección visual, tintas penetrantes PT Fig. 10, para encontrar defectología superficial; y ultrasonido por arreglo de fases UTPA Fig. 11, para defectos internos.


Los defectos encontrados son inspeccionados, evaluados e interpretados mediante la especificación técnica de máquinas hidráulicas CCH 70-4 por un inspector nivel II o III calificado bajo la práctica recomendada SNT-TC-1A de la ASNT.
En la primera etapa en la que se realiza la limpieza e inspección con END, se determina la factibilidad de reparación de rodete y la sustitución del material fatigado de los 13 álabes, la sección cerca al borde de la salida que presentaron fisuras y defectos fuera de los criterios de aceptación en el lado de succión .
Caracterización del Material
Previo a iniciar con el proceso de soldadura para la recuperación de los álabes del rodete, se realizar la caracterización del material para determinar la composición química, dureza superficial, propiedades mecánicas, microestructura, etc.
En la Fig. 12, se muestra el análisis de la composición química del material de los álabes, utilizando un espectrómetro de emisión óptica, dando como resultado los componentes del acero así como sus porcentajes. Con la espectrometría se determinó que el material pertenece a un acero inoxidable ASTM A743 gr. CA6NM, indicado en la Tabla 2.

Tabla 2: Composición química de los álabes fatigados que corresponden a un acero ASTM A743 gr. CA6NM

Dentro de las pruebas de caracterización está la medición de la dureza superficial, Fig.13. Según la norma el acero ASTM A743 gr. CA6NM debe tener una dureza máxima de 285 HB. Sin embargo, la dureza medida estuvo en un rango de 295 a 325 HB, lo que da cuenta la afectación del material debido a la falta de tratamiento térmico y al uso de distintos materiales de aporte en varias reparaciones con soldadura.

La metalografía sobre la superficie de los álabes fatigados permite observar su microestructura y determinar la calidad del acero y la existencia de procesos de soldadura o tratamiento térmicos anteriores. En la Fig. 14, se observa la microestructura con la matriz martensítica (agujas) del acero inoxidable ASTM A743 gr. CA6NM.

Proceso de Recuperación por Soldadura de Insertos Nuevos
Los controles previos a la recuperación definen el área de corte de los álabes, siendo en este caso aproximadamente 1/3 de su ancho. Con los datos de la composición química, dureza y metalografía se definen las características de las nuevas secciones “insertos” que generalmente deben ser del mismo material.

Definidas las secciones fatigadas, mediante una plantilla se cortan con plasma los álabes de forma alternada de modo que no se provoque deformaciones geométricas; se deja una franja de 5 mm en el cono y la banda para evitar la afectación de la microestructura debido a la temperatura de corte, Fig.15.
Con anterioridad, los insertos que deben pasar por el proceso de forja son fabricados en plantas de fundición con similares características químicas, mecánicas y geométricas de los álabes. Sobre los insertos nuevos, se realiza un control de calidad con END, la caracterización del material y el levantamiento dimensional con el escaneo en 3D para contrastar la geometría del perfil hidráulico con el anterior. En la Fig. 16, se aprecia el escaneo de los insertos nuevos, luego de haber sido inspeccionados con END.

Los insertos son colocados en la misma posición de las secciones retiradas, controlando mediante los planos de fabricación el espaciamiento en puntos de control entre la banda y el cono para no afectar el diseño original, como se observa en la Fig. 17.


El proceso de soldadura de los insertos, Fig. 18, se realiza mediante un procedimiento calificado de soldadura WPS. El tipo de unión es una junta a tope con bisel doble V, el cordón de la raíz se realiza mediante el proceso SMAW con material de aporte E410NiMo-15, para los pases de relleno se realiza con el proceso GTAW con varillas ER410NiMo, finalmente la última capa o sobre monta se recubre con electrodo revestido E410NiMo-15.
El control de temperaturas en muy importante durante el proceso de soldadura, un control óptimo evitará el aparecimiento de fisuras. Se debe controlar la temperatura de precalentamiento que debe estar entre 80°C a 120°C, la temperatura entre pases de los cordones debe ser máximo entre 80°C a 120°C como se muestra en la Fig. 19.

Durante el proceso de soldadura se debe realizar controles intermedios con END para evitar dejar defectos en los cordones de soldadura, como se observa en la Fig. 20. Cuando se termine todos los pases de los cordones de soldadura, la inspección con ultrasonido asegurará la ausencia de defectos internos.

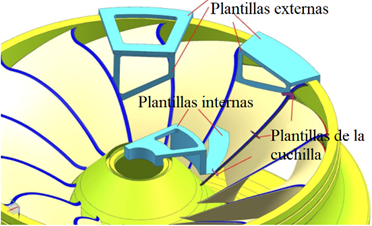
Al finalizar la soldadura se unión de los insertos, un desbaste y pulido de los cordones es necesario. Para asegurar que el perfil hidráulico se realiza un control de la geometría mediante plantillas que son ubicados en distintos puntos de control. En el caso de desviaciones, se debe recuperar con soldadura en caso de que las medidas sean inferiores o retirar material con desbaste y pulido en el caso que las dimensiones sean superiores. En la Fig. 21, se puede apreciar la ubicación de las plantillas sobre los álabes del rodete.
Una vez terminada la reparación se da un acabado superficial inferior a 12,5 µm, mediante un pulido fino; el acabado superficial es importante debido el agua debe encontrar la menor resistencia en la superficie de los álabes; posteriormente se debe dar un tratamiento térmico post-soldadura para el alivio de tensiones y evitar el aparecimiento de fisuras. En la Fig. 22, se observa un rodete Francis sometido a un tratamiento térmico a una temperatura de 600°C, con un gradiente de temperatura de 50°C/h como máximo.
ANÁLISIS ESTADÍSTICO
Aplicar un correcto plan de control y aseguramiento de la calidad bajo normas internacionales en la reparación de un rodete considerado como chatarra, además de garantizar que los trabajos realizados sean los más óptimos, se logra un ahorro económico del 70% al 80% en referencia al valor de un rodete nuevo.
Un rodete nuevo de las características técnicas de un rodete tipo Francis como el abordado en este trabajo tiene un valor aproximado en el mercado de USD. 2’000.000,00.
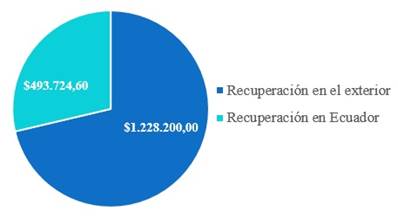
Los costos en la reparación de un rodete Francis en el exterior ascienden a USD. 1’228.200,00 mientras que los costos de la reparación en el Ecuador en el CIRT, la fuente de los datos fueron tomados del área financiera de la Unidad de Negocios Hidroagoyán, se recuperó el rodete con un costo de USD. 493.724,60 como se muestra en la Fig. 23. El ahorro para el país fue de USD. 734.475,40.
RESUMEN DE RESULTADOS
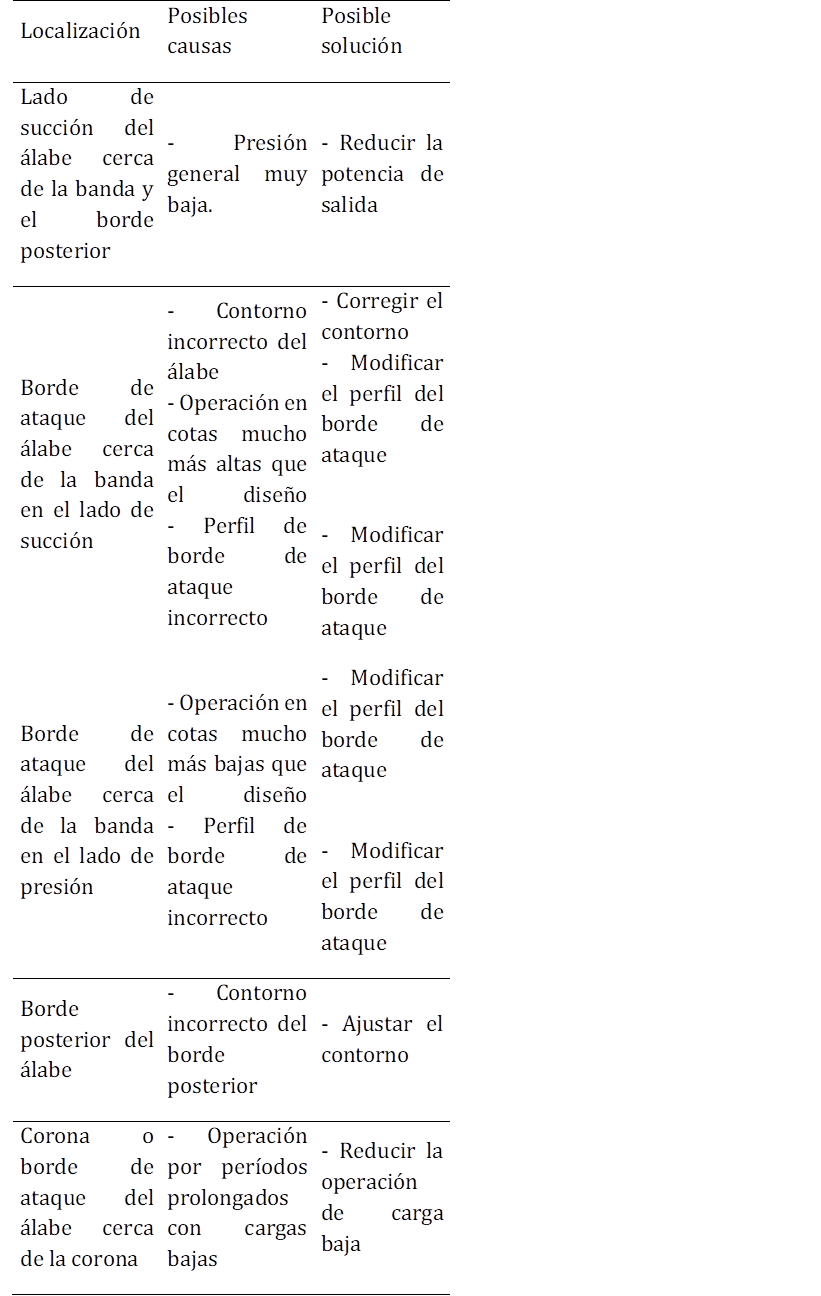
Con la ayuda de ingeniería inversa, se puede realizar una simulación numérica de los efectos del fluido sobre las turbinas, especialmente de las zonas que se encuentran sometidas a daños por efectos de la cavitación. En la Tabla 3, se puede resumir los daños, causas y posible solución para evitar y disminuir las consecuencias de la cavitación.
Se implementó un plan de pruebas de inspección y control de calidad para ser utilizado durante la recuperación de los álabes de un rodete Francis, que pasa desde un control inicial con END para identificar los defectos y daños de la superficie y determinar la factibilidad de ejecución del proyecto de recuperación; una etapa de controles intermedios que permiten caracterizar el tipo de material, control sobre el proceso de soldadura, ejecución de END para evitar el atrapamiento de discontinuidades en los cordones de soldadura y un control del perfil hidráulico para ajustar al diseño original; y un control final del acabado superficial y un tratamiento térmico para el alivio de tensiones y homogenización de la dureza en los cordones de soldadura.
CONCLUSIONES Y RECOMENDACIONES
Aplicar un correcto plan de control y aseguramiento de la calidad bajo normas internacionales en la reparación de un rodete, se recuperan rodetes considerados como chatarra, además se garantiza que los trabajos realizados sean los más óptimos; logrando un ahorro económico del 60% al 70% en referencia al valor de un rodete nuevo.
Con estas experiencias e información adquirida se crea un precedente para desarrollar planes de control y aseguramiento de la calidad para turbinas Pelton y Kaplan que también se encuentran instaladas en las centrales hidroeléctricas del país.
El CIRT contribuye al desarrollo tecnológico e investigación del sector eléctrico, además de romper la dependencia tecnológica y a convertirse en un referente nacional y de la región en cuanto a brindar servicios especializados de ingeniería.
AGRADECIMIENTOS
Un agradecimiento especial al CIRT, a la Unidad de Negocio Hidroagoyán - CELEC EP, en donde se realizó la reparación del rodete de la turbina Francis de la Central San Francisco, a sus especialistas quienes realizan ingeniería y han proporcionado la información para realizar el presente trabajo.

